控制柜柜门需安装机械联锁装置,确保断电后才能开启,保护操作人员安全,这是防止操作人员在柜体带电时误开柜门导致触电的重要安全措施。机械联锁装置通常由锁体、连杆和行程开关组成,与柜内主断路器联动:当主断路器处于合闸状态(柜体带电)时,联锁装置会锁定柜门,操作人员无法打开柜门;只有当主断路器分闸(柜体断电)后,联锁装置解锁,柜门才能正常开启。部分控制柜还会配备电气联锁,若柜门未关闭到位,联锁装置会触发电气信号,阻止主断路器合闸,避免柜体带电时柜门开启。该装置广泛应用于动力控制柜、高压控制柜等存在高电压、大电流的场景,即使操作人员误操作,也能通过机械结构强制保障安全,符合国家《低压成套开关设备和控制设备》(GB 7251.1)的安全要求。阿罗仕控制柜的长期价值,体现在稳定性能与低故障率带来的高效生产中。江苏自动化控制柜采购

控制柜安装位置需避开强磁场区域,防止磁场影响元件正常工作,强磁场区域(如变压器旁、大型电机附近、电磁吸盘周围)会产生的磁场,若控制柜安装在该区域,磁场会干扰柜内元件的正常工作:弱电元件(如 PLC、传感器、指示灯)会因磁场干扰出现信号失真、误动作,如 PLC 输出信号不稳定导致设备启停异常;强电元件(如断路器、接触器)的铁芯会因磁场磁化,导致吸力不足或释放缓慢,影响保护功能和控制功能。因此,控制柜安装位置需与强磁场源保持安全距离:与变压器的距离不小于 3m,与大型电机的距离不小于 2m,与电磁吸盘的距离不小于 5m;若受安装环境限制无法保持安全距离,需采取防磁措施,如在控制柜周围加装磁性屏蔽板(如坡莫合金屏蔽板),减少磁场对柜内元件的影响。此外,安装前需使用磁场强度测试仪检测安装位置的磁场强度,确保磁场强度低于元件允许的磁场强度限值(通常为 500μT 以下),防止磁场影响控制柜正常运行。南通锅炉控制柜有哪些阿罗仕控制柜兼顾品质与性价比,帮您在保证质量的同时控制前期投入。

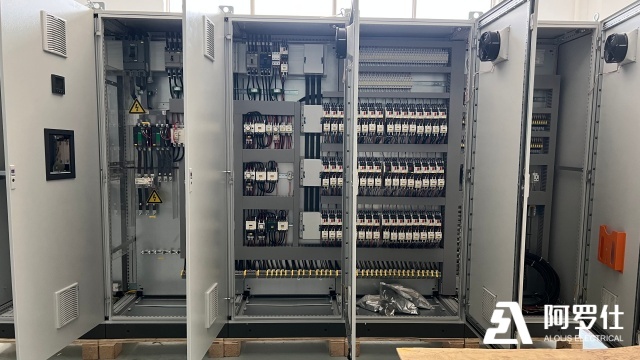
控制柜内需合理布局断路器、接触器、继电器等元件,确保布线规范,这是保障控制柜稳定运行、降低故障风险和便于维护的关键。布局时需遵循 “强电在上、弱电在下,发热元件分散布置” 的原则:断路器、接触器等强电元件电流大、发热多,应布置在柜体上部或通风良好区域,避免热量积聚;PLC、传感器信号线等弱电元件易受电磁干扰,需布置在柜体下部,与强电元件保持一定距离(通常不小于 150mm)。布线时导线需分类整理,用线卡或线槽固定,避免交叉缠绕,同时导线弯曲半径需符合标准(如铜芯导线弯曲半径不小于导线直径的 6 倍),防止绝缘层破损。规范的布局和布线不仅能减少电磁干扰,还能让检修人员快速识别元件和回路,缩短故障排查时间。
控制柜内接线端子需采用压线式设计,保证导线连接牢固不易松动,接线端子是实现导线与元件、导线与导线连接的关键部件,若连接松动,会导致接触电阻增大,通过电流时产生热量,引发导线过热、端子烧毁,甚至出现断电、短路等故障。压线式设计的接线端子通过螺钉或弹簧压迫导线,使导线与端子紧密接触,相较于传统的插入式端子,具有连接更牢固、接触电阻更小的优势。使用时,需将导线剥去适当长度的绝缘层(通常为 6mm-10mm),插入端子的压线孔,再拧紧螺钉或按压弹簧,确保导线无松动,拉动导线时端子与导线无相对位移。接线端子的规格需与导线截面积匹配,如 1.5mm² 导线选用 1.5mm² 规格的端子,4mm² 导线选用 4mm² 规格的端子,避免端子过大或过小导致连接不牢固。此外,接线端子还需选用阻燃材质,表面镀锡或镀金处理,提升导电性和耐腐蚀性,确保长期稳定连接。安全可靠的阿罗仕控制柜,拥 CE、CB、CQC 认证与十余项软著,能按行业要求生产。

控制柜日常维护需每季度检查散热系统运行状态,避免散热失效导致元件过热损坏,散热系统(如散热风扇、工业空调、散热片)是维持控制柜内适宜温度的关键,若散热系统失效,柜内温度会快速升高,超过元件允许工作温度,导致元件性能下降、寿命缩短,甚至烧毁。因此,需每季度检查散热系统:对于散热风扇,检查风扇是否正常转动,有无异响、卡顿,清理风扇叶片和进风口的灰尘,若风扇损坏需及时更换;对于工业空调,检查空调运行状态,测量柜内温度是否在设定范围内(通常 25℃-35℃),清理空调滤网,检查制冷剂是否充足,若空调故障需及时维修;对于散热片,清理散热片表面的灰尘,检查散热片与元件的接触是否紧密,若接触不良需重新固定或涂抹导热硅脂。此外,还需检查散热通道是否通畅,柜体进风口、出风口有无被遮挡,确保空气能正常流通,尤其在夏季高温季节,需增加散热系统的检查频率,改为每月一次,防止散热失效导致元件过热损坏。阿罗仕控制柜注重适配性与兼容性,轻松实现新旧设备无缝衔接,提升整体效率。上海机械控制柜公司
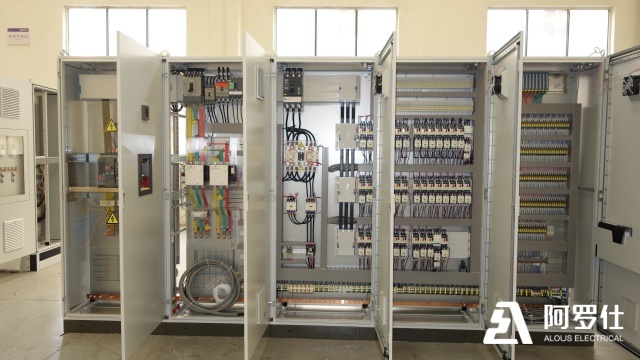
阿罗仕适配多场景的控制柜,灵活满足不同车间需求,提升资源利用率。江苏自动化控制柜采购
工业控制柜常集成 PLC 模块,实现对生产设备的自动化控制。PLC 模块作为工业自动化的主要控制单元,能通过编程接收传感器(如温度传感器、压力传感器)传输的信号,再根据预设逻辑向执行元件(如接触器、电磁阀)发送指令,实现设备的自动启停、参数调节、故障报警等功能。例如在汽车焊接生产线中,PLC 模块可控制机械臂的焊接位置、焊接时间,同时监测焊接电流、温度等参数,若参数异常则立即停止作业并发出报警。相较于传统继电器控制,PLC 控制具有编程灵活、响应速度快、故障率低的优势,能大幅提升生产效率和设备运行稳定性,目前已广泛应用于机械制造、电子加工、食品包装等工业领域的控制柜中。江苏自动化控制柜采购