- 品牌
- 金旺智能
- 型号
- 智能工厂
- 产地
- 常州
- 可售卖地
- 全国
- 是否定制
- 是
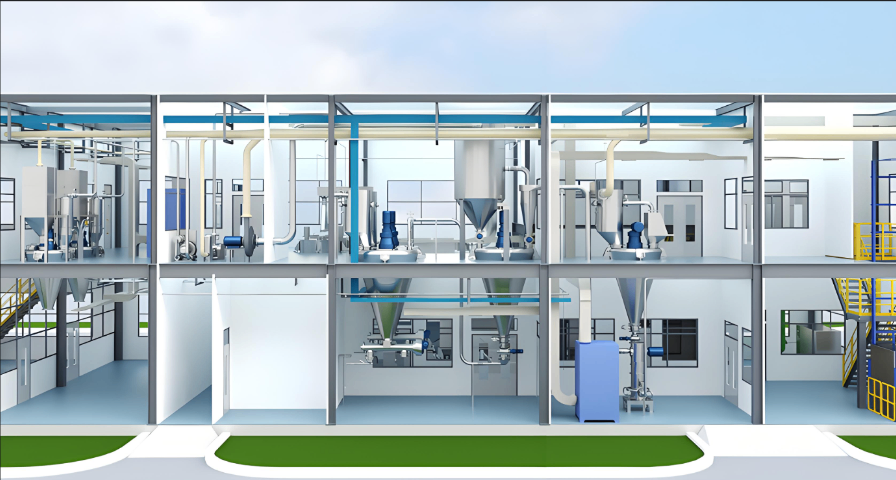
金旺智能的智能加工展厅,充分展现农化制剂智能工厂的雄厚实力,有力支撑全案服务。展厅内精心陈列砂磨机、配料剪切釜等设备,直观呈现原药颗粒从毫米级精细研磨至纳米级的精湛过程,其中砂磨机可将原药颗粒细化至2-5μm,悬浮率高达98%以上。借助先进的动态模拟系统,参观者能够清晰掌握智能加工的全流程,从原料投料、混合到研磨的全程自动化操作,深刻感受着科技为农化生产带来的效率与品质双重提升。该展厅已经成为企业技术实力展示的重要窗口。新乡弗思特是专注化工新材料领域,集研发、生产、销售于一体的科技型企业。云南耐用制剂无人化智能工厂

EPCM服务模式是集设计、采购、施工管理于一体的服务模式。在上海生农悬浮剂项目中,EPCM服务团队先通过三维设计软件进行工厂布局规划,设备间距精确到50mm,确保工艺流程顺畅;采购环节通过集中招标,使设备采购成本降低15%,同时保证交货期准确率达100%;施工管理阶段采用BIM技术模拟施工过程,提前发现并解决管线碰撞等问题,使施工效率提升30%,项目工期缩短2个月。该项目建成后,悬浮剂产能达5000吨/年,较原计划提升25%,且EPCM服务模式通过全过程管控,使项目投资回报率提高20%,成为农化智能工厂建设的典范。西藏全自动制剂无人化智能工厂江苏金旺智能2005年成立,专注农化制剂智能工厂全流程,属高新企业 。

智能密集库是一种实现高效存储和空间密集利用的现代化仓库。四向穿梭车如同“仓储蚂蚁”,在密集货架中灵活穿梭,通过动态分配货位,将空间利用率提升至80%以上。在化肥存储方面,该系统能根据化肥的保质期自动调整货位——新货置于内侧,旧货置于外侧,确保“先进先出”原则的实施。穿梭车的运行速度高达2米/秒,每小时可完成50次出入库作业,效率是传统叉车的3倍。此外,密集库配备的温控系统将温度维持在15-25℃,湿度控制在60%以下,有效防止化肥受潮结块,使得存储损耗率比普通仓库降低70%。
包装车间是对产品进行包装作业,配备各类包装设备与流程的生产场所。在金旺智能设计的包装车间中,按GMP标准分区布局,包含理瓶区、灌装区、贴标区、码垛区等,各区域通过输送线连接,实现全流程自动化。车间内设置除尘系统,粉尘浓度控制在2mg/m³以下;空调系统维持恒温恒湿(温度22±2℃,湿度55±5%),确保包装质量稳定。某农药包装车间案例显示,该布局使包装效率达300瓶/分钟,比传统车间提升5倍,且因流程优化,包装材料损耗率从3%降至0.8%,每年为企业节省成本超百万元。物流无人化系统是实现物流作业无人操作的系统。

设备维修及费用数字化管理是对维修流程与费用进行记录、分析,实现维修成本可控的精细管理。在金旺智能的设备维修中,维修人员通过APP记录维修工时、更换配件等信息,系统自动计算维修费用,如某次灌装机维修更换了伺服电机,费用明细实时上传至财务系统,审批流程从传统的3天缩短至1小时。某年度数据显示,该管理模式使维修费用透明度提高100%,非必要维修成本降低25%,且通过分析维修费用占比,发现某类设备维修费用过高,及时调整采购策略,更换为性价比更高的设备,使年度设备维修总费用下降18%。粉体灌装机是对粉体进行灌装的机器。云南耐用制剂无人化智能工厂
企业愿景是成为农化制剂智能工厂全案服务商。云南耐用制剂无人化智能工厂
闭路循环氮气保护加工品是一种先进的粉碎处理方案,它利用惰性气体——氮气的保护作用,确保在加工过程中物料的安全性和稳定性。在物料加工领域,尤其是高硬度物料的粉碎处理,一直是一个极具挑战性的难题。传统的加工方法往往难以应对高硬度物料的特殊需求,容易导致设备磨损、加工效率低下,甚至可能引发安全事故。闭路循环氮气保护加工品的出现,为这一难题提供了一个有效的解决方案。这种加工方案的关键在于利用氮气的化学稳定性,通过建立一个闭路循环系统,持续不断地向加工区域输送氮气,从而营造出一个无氧或低氧的环境。氮气作为一种惰性气体,其化学性质非常稳定,不易与其他物质发生反应,因此能够在加工过程中有效避免高硬度物料发生氧化等不良化学反应。云南耐用制剂无人化智能工厂
- 本地制剂无人化智能工厂售后好的 2026-05-05
- 山东哪里有卖制剂无人化智能工厂 2026-05-05
- 青海附近制剂无人化智能工厂 2026-05-05
- 海南哪里有卖制剂无人化智能工厂 2026-05-05
- 上海哪个牌子制剂无人化智能工厂 2026-05-05
- 内蒙古性价比高制剂无人化智能工厂 2026-05-05
- 江西定制制剂无人化智能工厂 2026-05-05
- 陕西好用的制剂无人化智能工厂 2026-05-04
- 山东全自动制剂无人化智能工厂 2026-05-04
- 新疆定制制剂无人化智能工厂 2026-05-04
- 广西化工制剂无人化智能工厂 2026-05-04
- 定做制剂无人化智能工厂工厂直销 2026-05-03