- 品牌
- 安普科技有限公司
- 型号
- AMP-119D.v21
- 重量
- 100kg
- 产地
- 江苏常州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 不锈钢
- 配送方式
- 物流
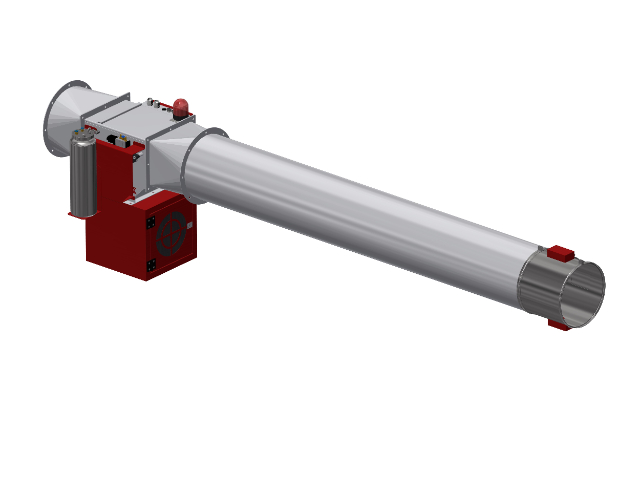
金属火花探测器搭载红外光电传感器,响应时间≤30ms,可捕捉 Φ0.3mm 的流动火花。设备采用 360° 环形红外阵列设计,盲区减少至 5°,配合立体交叉探测布局,在化纤高速生产线(线速 > 100m/min)中实现火花检出率 100%。其智能学习功能可记录 30 天环境数据,生成个性化模型以适应季节 / 时段变化,例如在梅雨季节自动启动温湿度补偿算法,将误报率从传统设备的 5 次 / 月降至 1 次 / 月。灭火系统采用食品级 CO₂(单次消耗≤1m³)或去离子水,符合欧盟 REACH 法规,适用于婴幼儿纺织品等高敏感生产场景。设备通过 ATEX II 2G Ex db IIC T6 Gb 认证,可在石油化工等高危行业稳定运行。金属探测器带无线传输,老厂改造易,不用布线,详情联系李经理。金属探测器多少钱

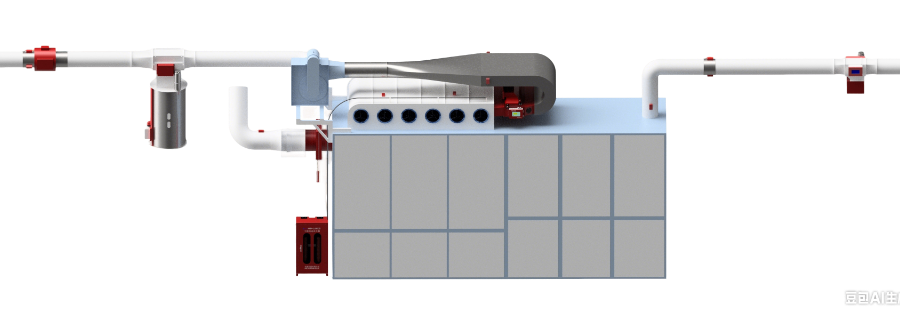
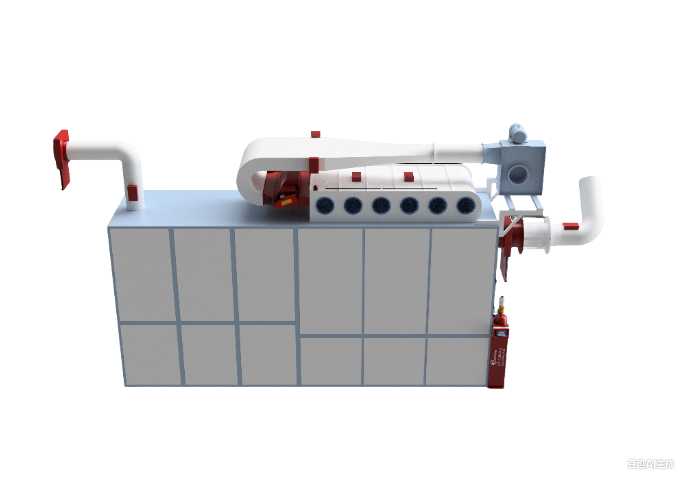
安普科技AMP-119D・MF多仓火花拦截熄灭系统专为纺织前纺多仓混棉工序设计,技术上采用“一仓一控”分布式架构,单台主机可同步管理8个仓室的火花监测与灭火。其红外探头采用阵列式布局,能360°无死角捕捉直径≥的火花,并通过动态轨迹分析技术区分正常工艺火花与异常摩擦火花。设备内置压力传感器,当仓内气压波动超过阈值时,自动启动氮气灭火系统,防止粉尘爆燃。更创新的是,系统支持与多仓混棉机的PLC系统深度联动,例如在检测到火花后秒内关闭相邻仓室的进料阀门,形成物理隔离屏障,同时通过OPCUA协议向MES系统上传事件数据,帮助企业建立质量追溯体系。销售层面,该产品通过ATEX防爆认证(ExdbIICT6Gb)和GB粉尘防爆标准,适配10-150cm管径的混棉管道。某大型纺织集团部署后,多仓混棉工序的火灾问题率从次/月降至0,年减少保费用支出超30万元。设备提供“设备+安装+培训”一站式服务,平均交付周期15天,且支持模块化扩展,可根据企业产能逐步增加仓室管理数量,降低初期成本。 江苏清梳联防火探测器生产厂家鹰眼探测器带防静电,电子元件厂用,不损产品,详情联系李经理。
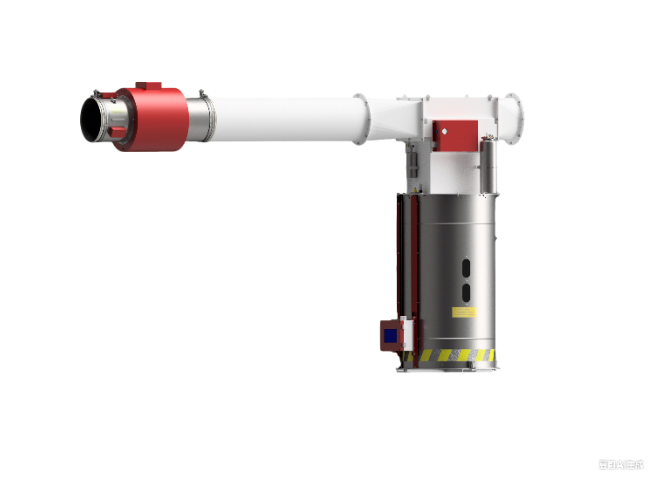
技术优势:管道式金属探测器采用全封闭316L不锈钢管道设计,支持CIP在线清洗与SIP蒸汽灭菌,符合HACCP食品安全管理体系。其多频电磁感应技术可穿过糊状、液体物料,检测直径≤的金属颗粒。设备内置自动校准功能,可根据物料密度变化动态调整检测参数,例如在乳制品生产中适应不同脂肪含量的牛奶。此外,探测器支持与PLC系统联动,当检测到金属杂质时,自动触发三通阀将问题物料分流至废料罐。
销售亮点:该产品通过FDA与NSF认证,适用于饮料、调味品等食品行业。其迅速拆卸设计可在10分钟内完成管道清洗,满足食品企业高频率生产需求。某饮料厂安装后,成功拦截因瓶盖碎屑混入的金属杂质,避免批次产品召回,年减少经济损失超300万元。设备提供定制化接口,可集成到企业的SCADA系统中,实现生产数据与安全数据的统一管理。
从销售价值看,该技术方案直接帮助企业突破医用市场准入门槛。某江苏医用纺织厂此前因金属检测精度不足,多次在欧盟 CE 认证中失败,无法进入欧洲医用市场;安装安普医用级金属探测器后,设备检测数据通过欧盟认可的实验室验证,顺利获得 CE 认证,首年欧洲订单量达 300 万欧元,较之前做民用纺织时销售额增长 200%。此外,设备的 “数据追溯系统” 可自动存储每批次产品的检测记录(含时间、金属类型、检出位置),支持 PDF 导出并生成电子签名,某山东医用纺织厂凭借该记录,成功通过美国 FDA 现场审核,获得美国医用纺织品采购订单(年订单量 150 万美元)。在成本上,设备的 “免维护线圈设计”(线圈外覆聚酰亚胺绝缘层,寿命达 5 年)较传统设备(线圈寿命 1-2 年)减少 3 次更换,年节省维护成本 1.2 万元,且设备功耗 8W,年耗电量 70 度,符合医用领域绿色生产要求。鹰眼探测器带小巧设计,生产线嵌入易,不占空间,详情联系李经理。
废旧纺织品回收(如旧衣物再生纺纱)生产中,原料含有的金属杂质(如拉链、纽扣、金属缝线)种类复杂、大小不一,且常伴随油污、染料残留,传统设备易出现误报、卡杂问题。安普鹰眼设备针对该领域开发废纺专项技术:金属探测模块采用“宽频电磁扫描”(10-200kHz可调),可识别拉链铝合金、纽扣铜合金等多种金属,且通过“油污补偿算法”过滤油污导致的信号干扰;火花探测模块新增“染料反光排除功能”,通过分析染料的红外反射光谱(如分散染料反射峰μm),与火花光谱(μm)区分,误报率在每月次以内;排杂机构采用“大口径通道+耐高温橡胶”(直径80mm,耐温120℃),避免废旧纤维团卡堵,排杂成功率达。 鹰眼探测器带 AI 视觉,食品级 316L 材质,饮料厂用,金属杂质识 2mm,详情联系李经理。四川纺织探测器联系
金火探设备带防冲击,运输安装不易损,详情联系李经理。金属探测器多少钱
AMP-2000.v21二合一金属火花探除器专为饲料、粮食加工行业设计,技术上采用电磁感应与红外光谱双探测模块协同工作,金属探测端可精确识别直径4mm 的不锈钢颗粒及2mm 的铁屑,火花探测端能捕捉直径0.5mm 的微小燃屑,搭配动态抗干扰算法,可过滤饲料粉尘、谷物湿度变化带来的信号干扰,避免误报导致生产线频繁停机。 设备还支持与饲料生产线 PLC 系统无缝联动,探测到杂质或火花后,15ms 内即可启动气动剔除装置移除金属杂质,并同步触发氮气灭火组件,形成 “探测 - 处置 - 防护” 闭环。销售层面,该产品已通过 GB/T 23821 饲料安全标准认证及 CE 认证,适配颗粒饲料、粉状预混料等不同形态物料的输送管道,某大型饲料企业部署后,金属杂质检出率从 92% 提升至 99.7%,年减少因杂质导致的批次召回 2 次,直接降低经济损失超 120 万元;同时设备自带 12 个月质保期,厂家提供季度上门校准服务,相比行业平均水平节省 30% 运维成本,成为中小饲料企业安全升级的高性价比选择。金属探测器多少钱
- 四川探测器联系 2026-05-12
- 江西木材探测器联系方式 2026-05-12
- 山东金属火花探测器联系方式 2026-05-12
- 山东木材防火探测器应用场景 2026-05-12
- 江苏食品金属探测器大概价格多少 2026-05-12
- 浙江数字金属探测器生产厂家 2026-05-12
- 浙江数字火花探测器按需定制 2026-05-12
- 四川窗口金属探测器生产厂家 2026-05-11

