- 品牌
- 安普科技有限公司
- 型号
- AMP-119D.v21
- 重量
- 100kg
- 产地
- 江苏常州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 不锈钢
- 配送方式
- 物流
安普二合一金属火花探除器(AMP-2000.v21)的主要技术是“探测 - 排杂” 一体化机芯设计,打破传统设备 “探测模块与执行机构分离” 的局限。机芯内部集成金属探测线圈(多频 20/50/100kHz)、红外火花传感器(1.0-1.7μm 响应波长)和双气缸排杂阀,整体尺寸 300mm×200mm×150mm,较传统分立设备体积缩小 60%,适配纺织厂清棉机喂棉箱、梳棉机道夫等狭小安装空间。金属探测线圈采用 “微型密绕工艺”,匝数达 1200 匝,在直径 80mm 的线圈范围内,可检出2.0mm 铁球、3mm 铜粒、4mm 不锈钢碎屑;火花传感器沿用鹰眼设备的红外 CCD 技术,通过图像灰度对比识别 Φ0.5mm 火花,误报率<0.3 次 / 月。火花探测器带雾化灭火,木材砂光用,灭火不潮木屑,详情联系李经理。河北119A3探测器维修价格
三合一重杂物探除系统聚焦面粉、淀粉等粮油加工场景,技术上整合金属探测、火花监测与重杂物识别三大功能:金属探测模块采用多频电磁扫描技术,可穿过高浓度面粉粉尘识别2mm的金属碎屑;火花监测模块依托高敏红外传感器,能在面粉输送管道内迅速捕捉的摩擦火花;重杂物识别模块则通过重力感应与形状分析,精确分离混入面粉的石子、麸皮硬块等杂质。设备配备自清洁探头设计,通过定时气流吹扫避免面粉附着影响探测精度,同时支持与面粉厂SCADA系统对接,实时上传检测数据供质量追溯。销售端,该系统符合ISO22000食品安全管理体系及GB17401粮食加工卫生标准,某省级面粉企业安装后,设备因杂质卡堵的故障率从每月3次降至次,年减少停机时间60小时,生产效率提升8%;厂家还提供“现场勘查-方案定制-安装调试”一站式服务,帮助企业迅速通过HACCP审计,目前已成为华北地区粮油加工企业安全改造的主流选择。 江苏条形金属探测器售后鹰眼探测器带防静电,电子元件厂用,不损产品,详情联系李经理。

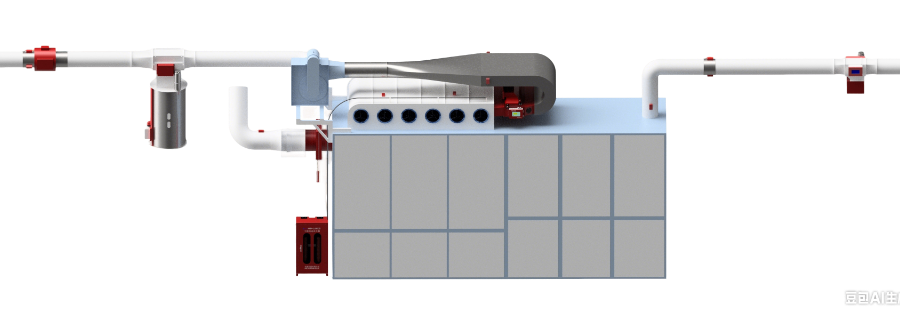
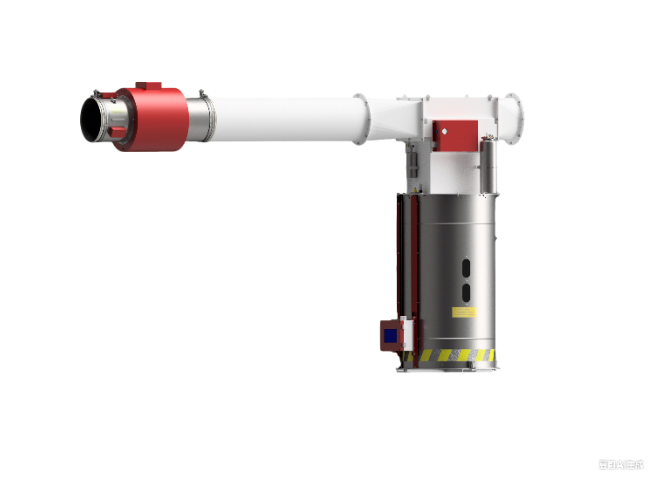
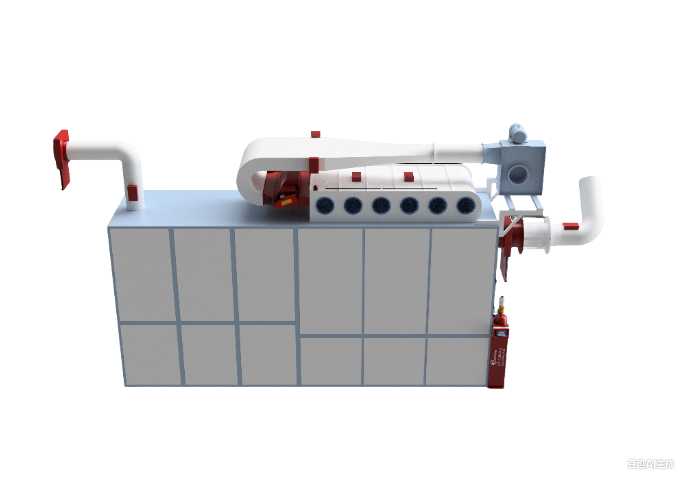
针对木材加工行业砂光粉尘管道“火花传播快、易引发连环爆燃”的痛点,常州安普科技AMP-3000智能火花拦截系统构建了“分段探测+多级拦截”的全链路防护体系。技术上,系统沿粉尘管道每8米部署1组双波段红外探头,通过信号时差确定火花位置(误差≤米),并在管道关键节点设置三级防护:一级采用旋风分离装置,先移除直径≥2mm的火星颗粒;二级通过低压雾化水喷淋,将管道内温度迅速降至燃点以下,且雾化颗粒直径在50-80μm,避免水雾过多导致粉尘结块;三级配备不锈钢滤网(孔径),阻挡残余微小燃屑。此外,系统内置粉尘浓度传感器,当管道内粉尘浓度超过爆燃下限的40%时,自动联动风机降低转速,从源头减少粉尘积聚问题,同时通过4G模块将数据上传至企业管理平台,支持手机端实时查看管道状态。销售端,该产品已服务华东地区200余家木材加工企业,某浙江实木地板厂此前因砂光粉尘管道火花引发2次局部火情,年消防整改费用超20万元。安装AMP-3000S后,2024年上半年未发生一起火花扩散事件,且通过系统的“粉尘浓度预警”功能,提前排查出3次管道堵塞问题,减少停机维护时间45小时。安普科技还提供“设备+运维”打包方案,客户只需按年支付服务费。
废旧纺织品回收(如旧衣物再生纺纱)生产中,原料含有的金属杂质(如拉链、纽扣、金属缝线)种类复杂、大小不一,且常伴随油污、染料残留,传统设备易出现误报、卡杂问题。安普鹰眼设备针对该领域开发废纺专项技术:金属探测模块采用“宽频电磁扫描”(10-200kHz可调),可识别拉链铝合金、纽扣铜合金等多种金属,且通过“油污补偿算法”过滤油污导致的信号干扰;火花探测模块新增“染料反光排除功能”,通过分析染料的红外反射光谱(如分散染料反射峰μm),与火花光谱(μm)区分,误报率在每月次以内;排杂机构采用“大口径通道+耐高温橡胶”(直径80mm,耐温120℃),避免废旧纤维团卡堵,排杂成功率达。 金火探设备带湿度补偿,锂电池车间用,低湿环境稳运行,详情联系李经理。
安普金属探测器针对东北、内蒙古等低温纺织车间,解决传统设备低温下开机难、灵敏度漂移的问题。主要设计为 “预热 - 保温” 双模块:预热模块采用 PTC 陶瓷加热片(功率 50W,升温速率 2℃/min),开机后 5 分钟内将探测头主要部件(线圈、传感器)温度从 - 30℃升至 5℃,避免低温导致的线圈阻抗异常(传统线圈低温下阻抗变化率达 30%,易误报);保温模块在探测头外壳夹层填充气凝胶保温材料(导热系数 0.018W/(m・K)),配合 DS18B20 温度传感器(精度 ±0.5℃)实时调节加热功率,确保主要部件温度稳定在 5-15℃。电路层面选用宽温元器件(工作温度 - 40℃~85℃),电容采用低温钽电容(避免电解液凝固),芯片选用 TI 的 MSP430 系列(低温下仍保持 16MHz 主频),杜绝低温死机。在黑龙江某亚麻纺织厂应用中,冬季车间温度低至 - 25℃,传统探测器每天开机需 30 分钟预热,且每 2 小时需手动校准灵敏度(误差 ±15%);安普设备开机 5 分钟即可稳定工作,连续运行 8 小时灵敏度波动≤±3%,直径 1.2mm 铁屑检出率始终保持 99.7%。该技术还适配低温仓储原料检测,可直接安装于 - 20℃的原料输送管道,无需搭建保温棚,单台设备年节省保温成本 8000 元。火盾系统支持手机app,家具厂用,实时看设备状态,故障响应 2 小时,详情联系李经理。四川红外探测器生产厂家
鹰眼探测器带实时显示,检测结果即时见,调参数便,详情联系李经理。河北119A3探测器维修价格
销售层面,该技术为企业带来很大的效率提升与成本节省。某浙江多品种混纺厂有 6 条生产线,每月换产 15 次,采用传统设备时,每次换产损失 2 小时产能(按每条线每小时产纱 100kg、纱价 20 元 /kg 计算,单次损失 4 万元),年损失 720 万元;安装安普多路设备后,换产无停机损失,年避免产能损失 720 万元,设备采购成本(1 台主控制器 + 6 台从单元,总 48 万元)需 1.3 个月收回。此外,设备的 “多通道校准功能” 允许不同通道针对不同原料单独校准(如 1 号通道校准棉纺、2 号通道校准化纤),避免交叉干扰,某广东混纺厂应用后,各原料的火花检出率均保持 100%,误报率降至每月 0.1 次,较传统设备减少 90% 无效停机,生产效率提升 12%。河北119A3探测器维修价格
- 四川探测器联系 2026-05-12
- 江西木材探测器联系方式 2026-05-12
- 山东金属火花探测器联系方式 2026-05-12
- 山东木材防火探测器应用场景 2026-05-12
- 江苏食品金属探测器大概价格多少 2026-05-12
- 浙江数字金属探测器生产厂家 2026-05-12
- 浙江数字火花探测器按需定制 2026-05-12
- 四川窗口金属探测器生产厂家 2026-05-11


