- 品牌
- 优特卡
- 型号
- 可定制
- 类型
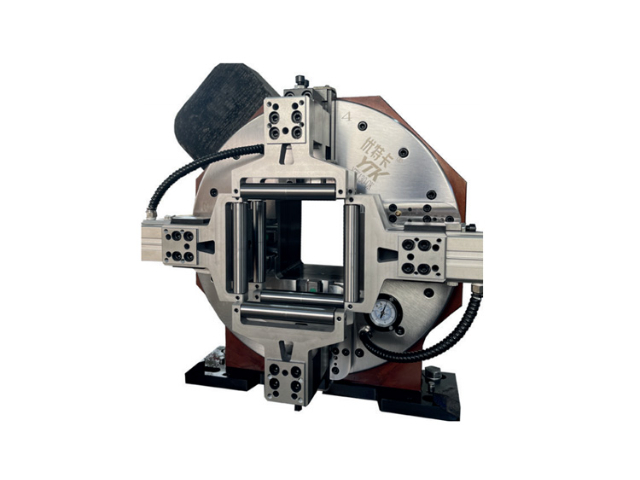
- 可调自定心卡盘
- 通用特性
- 高精度,气动
- 动力类型
- 气动,机械传动
- 适用机床
- 车床,铣床,钻床,镗床,加工中心,切管设备
激光切管机的双卡盘和三卡盘在结构、适用管材、切割精度、效率及成本上存在差异:结构设计-双卡盘:由两个可协同动作的卡盘构成,分别位于管材两端,通过夹紧固定管材。常见于中低端切管机,结构简单,操作易上手。-三卡盘:在双卡盘基础上,增加一个卡盘,通常位于管材中部或特别位置。布局更复杂,需精确协调各卡盘动作,对系统要求高。适用管材-双卡盘:适合常规圆管、方管等简单形状和中小长度管材,如建筑用6米以下钢管。对于长径比小、不易变形管材,能稳定固定。-三卡盘:适用于长径比大、易变形管材,如细长铝合金管,中间卡盘提供额外支撑,防止弯曲变形。还能夹持形状复杂管材,如椭圆管、多边形管。切割精度-双卡盘:两端固定,管材中间部位在切割力作用下可能轻微晃动,影响切割精度,尤其切割薄壁或高精度要求管材时。-三卡盘:多一个支撑点,管材在切割中更稳定,减少振动变形,提高切割精度,适合高精度管材加工,如航空航天精密管件。激光卡盘集成智能传感系统,能实时感知工件夹持状态,确保加工过程稳定。通用卡盘厂家

气动卡盘是一种具有卡杆和工作台两个部分的夹具,它采用气动动力来确保高速和精度。主要由卡盘本体、气缸、钢制固定件等组成。卡盘本体主要由卸力杆、插爪、卡爪等组成,插爪是用来固定工件的;气缸是用来控制插爪动作的,气缸根据控制信号动作,将插爪张开或者闭合,从而将工件固定在卡盘上。使用时,需要确认工件的直径。对连接加压空气供气的气缸进行连接,并确定加压的气源和压力。在连接加压空气的气缸和气源之前,需要检查气缸和气源的连接接头和管路是否有损坏或松动的情况。卡盘安装时,需要将卡盘本体安装在主轴上,并将气缸连接到气源。安装完成后,还需要进行使用前的调节、线路检查和校准等操作,以确保夹具能够正常运转,且夹具的精度符合要求。在夹紧工件之前,需要确定工件的位置和方向,以确保工件在夹具上的位置和方向与标准一致。如果需要对工件进行定位,则需要将工件放入到夹具上,并对夹具进行调整,确保工件放置的位置和方向符合要求。夹紧工件时,需要使用气缸控制夹紧力,将工件固定在夹具上。在进行夹紧时,需要根据工件的大小和形状来确定夹紧力的大小,并注意调整夹紧力的平衡性,以确保工件的稳定性和精度。激光切管卡盘价格在五金加工领域,气动卡盘常被用于固定各类标准件,助力生产顺利进行。
机械性能方面高效与节能:激光切管机气动送料卡盘可快速更换副爪/筒夹,机械效率较高,能量损失小,输出夹紧力大,同时卡盘转动惯量小,能耗低。稳定性好:卡盘夹持力稳定,夹持范围广,结构简单,元器件数量少,重量轻,故障率低,性能稳定,能保证切割工作的持续稳定进行。实现零尾料成本优势:卡盘轴向尺寸小,有利于降低实现零尾料的成本6。加工适用性方面多形状管材加工:能适应多种不同形状的管材切割加工,满足多样化的生产需求,无需频繁更换卡盘或夹模,提高了加工效率。
在摩托车发动机缸体加工中,气动卡盘的优势明显。缸体形状复杂,需要进行多工序加工,气动卡盘能在各工序间快速完成装夹,减少工件搬运时间。它的夹持力均匀,能保证缸体在加工过程中受力平衡,避免出现变形,确保缸体的尺寸精度。对于批量生产的缸体,气动卡盘的重复定位精度高,能保证每台发动机缸体的加工一致性,减少装配时的误差。其结构紧凑,安装在机床上不会占用过多空间,适合多工序机床的布局,提高了摩托车发动机生产的效率。激光卡盘通过工业以太网与调控系统互联,实现远程监控与参数调整。

激光卡盘在汽车变速箱齿轮加工中表现突出,其独特的多爪协同夹持设计能牢牢固定齿轮坯料,避免在激光淬火过程中出现位移。它配备的温度感应装置可实时监测齿轮表面温度,确保淬火区域温度均匀,提升齿轮的耐磨性。对于不同模数的齿轮,只需通过控制系统调用相应参数,就能快速调整夹持位置和力度,换产时间大幅缩短。同时,其防油污外壳便于车间日常清洁维护,即使在多粉尘的加工环境中也能保持稳定性能,为变速箱齿轮的批量生产提供可靠保障。气动卡盘工作时无需复杂的操控系统,接通气源即可启用。山东激光气动卡盘
在民用产品制造中,如家具五金件加工,气动卡盘应用普遍且效果良好。通用卡盘厂家
在所有气动工具零件加工中,气动卡盘的优势明显。如气动扳手的输出轴加工,它能通过气压驱动实现输出轴的快速装夹,装夹过程平稳无冲击,避免损伤轴的表面。卡爪的高精度定位能保证输出轴的加工精度,使轴的各台阶尺寸符合设计要求。气动卡盘与机床的控制系统联动,可实现加工完成后自动松开工件,提高了自动化程度。其结构紧凑,适合安装在小型机床上,满足气动工具零件小尺寸、大批量的加工需求,助力气动工具企业提高生产效率。通用卡盘厂家
- 河北气动卡盘批发 2026-04-24
- 安徽中空卡盘排名 2026-04-24
- 浙江立式气动卡盘价格 2026-04-24
- 广东切管卡盘 2026-04-24
- 福建气动卡盘哪家好 2026-04-24
- 湖南激光切管卡盘哪家好 2026-04-24
