- 品牌
- 金旺智能
- 型号
- 农药灌装
- 包装材料
- 塑料,玻璃
- 包装类型
- 袋,桶,罐,箱,盒,瓶
- 物料类型
- 液体,粉剂,颗粒
- 加工定制
- 是
- 适用行业
- 医药,日化,化工
LP-200NH全自动理瓶机是一款先进的机械设备,专门设计用于对各种瓶子进行自动化整理和排序工作。该设备内部配备了精密的螺旋导杆,这些导杆宛如旋转的楼梯一般,能够有效地引导瓶子沿着预设的轨迹进行有序移动。此外,LP-200NH还配备了高效的光电传感器,这些传感器就像敏锐的眼睛一样,能够实时监测瓶子的位置,确保每一个瓶子都能准确进入预定轨道。在兽药生产线中,LP-200NH全自动理瓶机展现出了优越的性能。它能够迅速区分不同规格的塑料瓶,例如50ml和100ml的瓶子,并将它们分别送入相应的轨道。其准确率高达99.9%,几乎达到了完美的水平。与传统的人工分拣方式相比,LP-200NH的效率提升了整整10倍,显著提高了生产线的工作效率。有了LP-200NH全自动理瓶机的加持,生产线的瓶源供应变得如同自来水一般稳定可靠。这款设备不仅提高了生产效率,还减少了人工成本,确保了生产线的高效运转。JW - JBF - ZB热合缝包封口机是通过热合方式进行缝包封口的机器。性价比高的农药灌装机应用范围

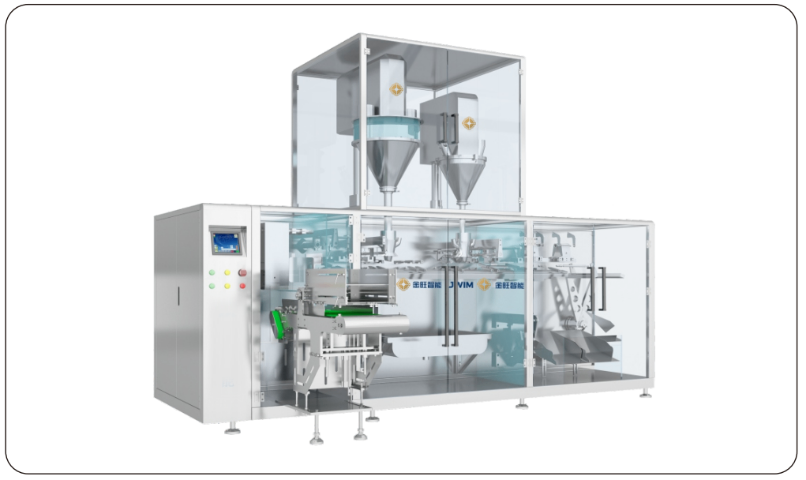
高速智能灌装机是金旺科技的 产品之一,专为农药、肥料等农化制剂设计。设备采用伺服电机驱动与高精度称重反馈系统,实现0.1mm级灌装精度与每分钟800瓶的产能,兼容多种规格容器(从50ml到20L)。创新的双层真空密封技术杜绝滴漏现象,配合在线自动清洗(CIP)与灭菌(SIP)功能,满足GMP与FDA标准。智能化配置包括自动灌装量补偿算法、防错位视觉识别系统及故障预警模块,可实时采集生产数据并上传至MES系统。设备材质选用316L不锈钢与食品级PTFE密封件,耐腐蚀性达pH1-14范围,特别适用于腐蚀性强的液态制剂灌装场景。上海哪里有卖农药灌装机江苏金旺智能2005年成立,专注农化制剂智能工厂全流程,属高新企业 。

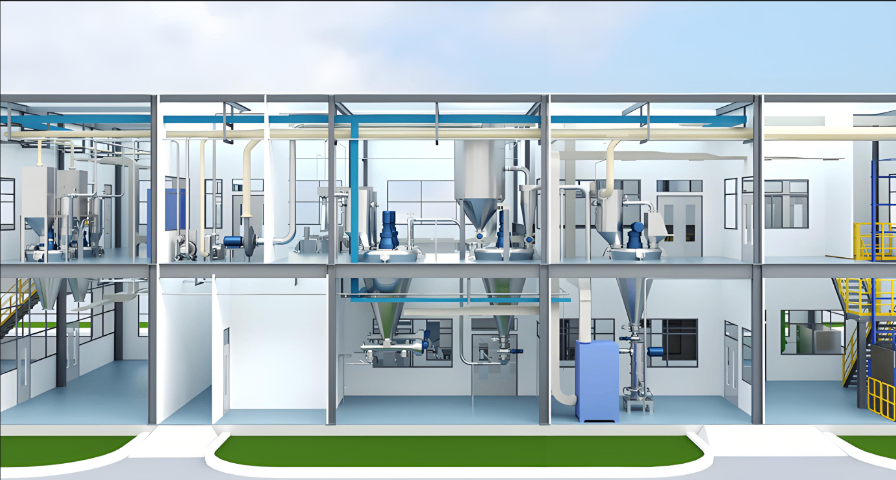
采用沸腾制粒-流化干燥耦合工艺,主体设备包括高速剪切造粒机(转速1000-3000rpm)、沸腾干燥机(热效率≥85%)、振动流化床(振幅可调0-15mm)。系统通过PLC实现蒸汽压力(0.3-0.8MPa)、进风温度(80-150℃)、加料频率(10-50Hz)的联动控制,确保成品水分≤3%、休止角≤40°。创新采用微波辅助干燥技术,干燥时间缩短40%。整线配备脉冲反吹除尘器(过滤精度0.3μm),粉尘排放浓度<10mg/m³。兼容50-5000目不同粒径需求,年产能 3万吨,已应用于代森锰锌、戊唑醇等水分散粒剂的大规模生产。
2-20ml膜成型灌封智能包装设备是一种专门针对小剂量液体的高效包装解决方案。这种设备通过将膜成型与灌封过程一体化,实现了智能化的包装操作。在机器运行的过程中,塑料膜仿佛被赋予了生命,能够自动地、准确地成型为瓶状容器。与此同时,灌封针头则像一台精密的缝纫机,准确无误地将药液注入到每一个成型的瓶中。整个包装过程无需人工直接参与,显著提高了生产效率和安全性。特别是在疫苗生产领域,这种2-20ml膜成型灌封智能包装设备展现出了其独特的优势。它能够确保每支2ml的疫苗剂量误差控制在0.01ml以内,从而保证了疫苗剂量的可靠性。透明的膜材如同水晶般清澈透明,使得药液的状态一目了然,即使是微小的气泡也逃不过检测系统的法眼。这些检测系统能够在短时间内发现并剔除任何不符合标准的包装,确保每一支疫苗的质量和安全性。通过这种智能包装设备,疫苗生产过程变得更加高效、可靠和安全,为公共卫生事业提供了有力的支持。智能加工是运用智能技术进行产品加工的过程。

在农药乳油的灌装过程中,G1000-6NH跟随式灌装机表现尤为出色,成为行业内的佼佼者。即使在传送带的速度高达每分钟100米的情况下,这款灌装机依然能够像影子一样紧随瓶子移动,确保灌装过程的稳定性和连续性。其高效的跟随系统使得每个灌装头能够精确同步,避免了因速度差异而导致的灌装不均匀现象。灌装后的成品液位差不超过2毫米,仿佛经过标尺精确测量一般整齐划一。这种高度一致的液位控制有效避免了因液位不均导致的运输泄漏问题,确保了产品在运输和储存过程中的安全性和可靠性。此外,G1000-6NH的设计不仅重视灌装精度,也注重了用户操作的便捷性,设备的操作界面友好,允许操作者快速上手并进行调整。100 - 1000g袋装集成智能310生产线是可实现100 - 1000g袋装产品集成化、智能化生产的生产线。智能农药灌装机联系方式
TS - 150全自动双面不干胶贴标机是自动为产品双面粘贴不干胶标签的设备。性价比高的农药灌装机应用范围
专为可湿性粉剂设计的无尘化密闭生产系统, 工艺包含氮气置换、气流粉碎、三维混合、在线检测四大环节。系统采用双级罗茨风机供氮(纯度≥99.99%),维持腔体氧含量<3ppm;配备德国耐驰气流粉碎机(粉碎细度D97=3-8μm),通过CFD模拟优化气流场分布。三维混合机采用偏心螺杆设计,混合均匀度CV值≤3%。在线激光粒度分析仪(BT-9300ST)实现实时粒度监控,配备自动补氮装置确保工艺稳定性。整线配备布袋除尘+湿式电除尘组合系统,粉尘回收率>99.5%。支持间歇/连续两种生产模式切换,年产能 3万吨,符合《GBZ 2.1-2019》职业卫生标准。性价比高的农药灌装机应用范围
- 常州农药灌装机常见问题 2026-05-23
- 常州农药灌装机性能 2026-05-22
- 便宜的农药灌装机售后好的 2026-05-20
- 200L农药灌装机厂家供应 2026-05-20
- 100ml农药灌装机设备价钱 2026-05-19
- 哪家有农药灌装机应用范围 2026-05-19
- 无锡农药灌装机厂家现货 2026-05-19
- 哪里有卖农药灌装机参数 2026-05-19
- 25L农药灌装机常见问题 2026-05-19
- 本地农药灌装机厂家直销 2026-05-19
- 上海农药灌装机哪家好 2026-05-18
- 智能农药灌装机常见问题 2026-05-18