- 品牌
- 马德宝
- 型号
- LGB螺杆真空泵
为满足工艺真空度低于10⁻³Pa的需求,单一真空泵难以实现高效抽气,需采用“螺杆泵+罗茨泵”的组合真空系统,通过两者协同发挥优势。设计该系统时,需重点把控三点关键匹配,以保障设备稳定运行、提升真空效率并延长使用寿命。一是抽速匹配。罗茨泵的抽速需设定为螺杆泵的2-3倍,这是因为若罗茨泵抽速低于此范围,会导致气体在两泵间的连接管路内堆积,造成抽气瓶颈,降低整体系统效率;若抽速过高,螺杆泵无法及时将气体输送至罗茨泵,会使罗茨泵陷入“过载抽气”状态,引发电机过热,严重时还会损坏泵体内部的转子与密封部件,直接影响真空性能。二是入口压力匹配。罗茨泵在高压力环境下运行易出现故障,因此必须在两泵之间的管路上安装压力传感器,实时监测管路内压力。只有当螺杆泵将系统压力稳定降至10Pa以下时,才能启动罗茨泵,避免罗茨泵在高压力下因气体分子密度大、压缩比骤增,导致转子磨损加剧或卡死,减少设备维修成本与故障停机时间。三是管路匹配。连接两泵的管路直径需与泵的入口口径完全一致,若直径不匹配,会使气体流速突变,产生局部流阻,削弱抽气效果;同时,管路转弯处需采用大曲率半径设计,防止因曲率过小形成涡流——涡流不仅会增加气体流动阻力。 远程监控系统可实现故障预警。福建永磁变频螺杆真空泵
少油式螺杆真空泵配备的油雾分离器,**作用是分离排气中的油雾(粒径 1-5μm),避免环境污染与油损耗,工作原理包含三重分离过程:含油雾气体进入分离器后,先通过惯性碰撞板,大粒径油雾(>5μm)被拦截;再进入离心分离腔,通过高速旋转(转速 3000rpm)产生的离心力,分离中粒径油雾(1-5μm);***通过高精度滤芯(过滤精度 0.1μm),捕获小粒径油雾,净化后的气体(油雾含量≤5mg/m³)排出,分离出的油雾回流至油箱循环使用。维护要点包括:每日监测分离器压差(正常≤0.02MPa),压差超 0.05MPa 表明滤芯堵塞,需及时更换;更换滤芯时需选用与设备匹配的型号,避免因孔径不当导致分离效率下降(要求分离效率≥99.9%);每次更换后需清洁分离器壳体内部,去除残留油垢(可用中性清洗剂浸泡后冲洗),防止油垢影响分离效果。某食品企业未及时维护,导致油雾泄漏污染车间,更换滤芯后每月油损耗从 8L 降至 2L,年节省油成本约 3600 元。福建永磁变频螺杆真空泵真空度下降过快可能是密封件老化。
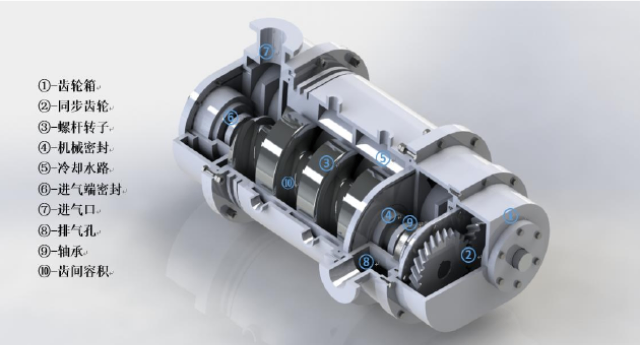
干式螺杆真空泵的材料选型需适配工况特性。转子材料优先选用**度铝合金(如 6061-T6)或不锈钢(如 316L):铝合金重量轻(密度 2.7g/cm³),适合高转速(6000r/min)工况,减少电机负荷;316L 不锈钢耐腐蚀性强,适合含酸性、碱性气体的工况,但密度大(7.98g/cm³),需匹配更大功率电机。泵腔材料多为灰铸铁(HT250)或球墨铸铁(QT400-15),铸铁材料成本低、加工性好,且具备一定耐磨性,内壁经淬火处理(硬度≥HRC50)可延长使用寿命。此外,紧固件(螺栓、螺母)需采用不锈钢材质(如 304),避免生锈导致拆机困难,关键部位螺栓需涂抹耐高温螺纹胶(耐温 200℃以上),防止振动松动。
近年来,随着新能源、半导体、生物医药等新兴行业的快速发展,螺杆真空泵的市场需求持续增长,同时行业也在不断推动技术创新,以满足更严苛的应用需求。从市场趋势来看,节能化、小型化、智能化成为主流方向,一方面,企业对能耗成本的关注度不断提升,推动厂家研发更高效的节能电机和优化转子结构,进一步降低设备能耗;另一方面,随着实验室和小型生产线的需求增加,小型化螺杆真空泵(抽气速率<50m³/h)的市场占比逐渐扩大,这类设备体积小、重量轻,便于安装和移动。技术创新方面,主要集中在三个领域:一是材料创新,研发更耐腐蚀性、更耐磨的转子材质,延长设备使用寿命;二是结构优化,采用新型转子型线(如双螺杆、三螺杆结构),提升抽气效率和真空度稳定性;三是智能化升级,结合人工智能(AI)技术,实现设备运行数据的深度分析和故障自动诊断,进一步提升设备的运维智能化水平。未来,随着绿色制造理念的深入和**制造业的升级,螺杆真空泵的技术性能将不断突破,市场应用领域也将进一步拓展。可处理含少量粉尘的气体介质。

当螺杆真空泵用于处理含粉尘气体(如化工粉体输送、金属冶炼)时,粉尘进入泵体易造成转子磨损、间隙增大,需设计多级前置过滤系统。一级过滤采用旋风分离器,利用离心力分离粒径≥10μm 的大颗粒粉尘,分离效率可达 90%;二级过滤选用覆膜滤筒,过滤精度达 1μm,拦截细小粉尘颗粒,同时具备反吹清灰功能,通过脉冲压缩空气定期清理滤筒表面积尘,避免堵塞;三级过滤为金属烧结网,进一步过滤残留的微尘,确保进入泵体的气体含尘量≤0.1mg/m³。此外,过滤系统需设置压差监测装置,当滤芯堵塞导致压差超过 0.03MPa 时,自动报警提醒更换。某粉体加工厂采用该过滤设计后,螺杆真空泵的转子磨损周期从 8000 小时延长至 20000 小时,设备维护成本降低 60%,同时避免了因粉尘堵塞导致的停机损失。螺杆泵出厂前需经过真空度测试。黑龙江制药螺杆真空泵
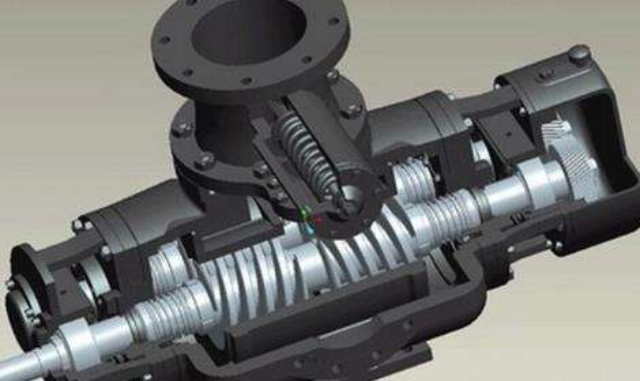
螺杆转子采用三维曲面优化啮合效果。福建永磁变频螺杆真空泵
锂电池极耳焊接(如激光焊接)工艺中,螺杆真空泵需为焊接区域提供稳定的低真空环境,避免空气影响焊接质量。首先,需快速建立真空环境,将焊接腔真空度从大气压降至 10⁻²Pa 以下的时间≤2 分钟,确保焊接效率;其次,真空度稳定性需控制在 ±0.1Pa 范围内,避免因真空度波动导致激光能量衰减或焊接部位氧化。为保障真空环境,需做好三方面工作:一是真空系统密封,采用金属密封垫片(如铜垫片),密封面粗糙度 Ra≤0.4μm,漏率≤1×10⁻⁹Pa・m³/s;二是焊接腔清洁,定期清理焊接产生的金属粉尘,防止粉尘堵塞气道或进入泵体;三是设备适配,根据焊接腔容积选择合适抽速的真空泵,抽速余量预留 30%,确保抽气能力充足。某锂电池厂通过螺杆真空泵保障的真空环境,极耳焊接的虚焊率从 3% 降至 0.5%,焊接强度提升 15%,满足了锂电池高可靠性的要求。福建永磁变频螺杆真空泵
马德宝真空设备集团有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在浙江省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**马德宝真空设备集团供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!

干式螺杆真空泵常见故障包括:抽力不足(极限真空差):可能原因有系统泄漏、入口过滤器堵塞、泵内结垢或磨损导致间隙过大、冷却不良导致温升过高。需进行检漏、清洗过滤器或泵腔、检查冷却系统。泵体过热:原因可能是冷却水流量不足或温度高、进气温度过高、润滑油过多或变质、内部存在摩擦。应检查冷却回路、调整工艺、检查油位和油质。异常噪音或振动:可能源于轴承损坏、同步齿轮磨损、转子结垢导致动平衡破坏、地脚螺栓松动或管道支撑不当。需停机检查相应部件。电机过载:可能因入口压力过高、泵腔内进入异物卡滞、排气背压过高、或润滑不良导致摩擦增大。需检查工艺条件、清理泵腔、确保排气畅通。干式螺杆真空泵的使用寿命通常为 8-1...
- 湖南株洲节能螺杆真空泵生产厂家/设备供应商 2026-05-10
- 江苏干式无油螺杆真空泵厂家口碑推荐哪个性价比高本地供应商 2026-05-10
- 耐腐蚀螺杆真空泵抽气速率 2026-05-10
- 马德宝螺杆真空泵常见故障 2026-05-10
- 内蒙古LGB系列干式螺杆真空泵厂家供应 2026-05-10
- 广西螺杆真空泵厂 2026-05-10
- 洁净螺杆真空泵 2026-05-10
- 化工用螺杆真空泵选型 2026-05-10
- 小型螺杆真空泵维护保养 2026-05-10
- 化工用节能螺杆真空泵维修 2026-05-10
- LGB变螺距螺杆真空泵经销商 2026-05-10
- 福建螺杆真空泵原理 2026-05-10
- 北京选购螺杆真空泵 2026-05-10
- 京津冀小型螺杆真空泵哪家好 2026-05-10
- 光伏螺杆真空泵品牌排行 2026-05-10
- 江苏螺杆真空泵靠谱厂家 2026-05-10



- 内蒙古LGB系列干式螺杆真空泵厂家供应 05-10
- 广西螺杆真空泵厂 05-10
- 洁净螺杆真空泵 05-10
- 化工用螺杆真空泵选型 05-10
- 小型螺杆真空泵维护保养 05-10
- 化工用节能螺杆真空泵维修 05-10
- 宁夏无油螺杆真空泵 05-10
- 化工螺杆真空泵品牌排行 05-10
- 京津冀马德宝螺杆真空泵哪家好 05-10
- 东北化工用节能螺杆真空泵替代旋片泵方案 05-10