- 品牌
- 闽诚锦业
- 型号
- 齐全
汽车零件自动喷涂线的上料区,宛如生产线的 “大门”,承担着开启零件喷涂流程的重任。在此区域,工作人员将待喷涂的汽车零件,如小巧精密的发动机零部件,或是体积较大的车门、保险杠等,按照特定的规则和顺序,精细放置在专门设计的输送装置上。这些输送装置,有的是高效运行的传送带,有的则是灵活的悬挂系统,它们如同忠诚的 “搬运工”,时刻准备将零件平稳、快速地送入后续区域。上料区的布局和操作流程,经过精心规划,确保零件的上料过程高效、有序,减少等待时间,为整个自动喷涂线的顺畅运行奠定坚实基础,是整个喷涂流程高效运作的重要开端。自动喷涂线使产品具备出色的耐酸碱腐蚀能力。北京小型自动喷涂线

烘干与固化区就像自动喷涂线中的 “魔法烤箱”,在涂层完成喷涂后,发挥着至关重要的作用。汽车零件被送入这个区域后,借助高效传送带的持续输送,依次经过多段式烘箱。烘箱内部采用先进的红外和热风技术,精细调控温度和时间,确保涂层能够快速且均匀地固化。高温环境下,涂料中的成分发生化学反应,逐渐硬化成型,与零件表面紧密结合,形成一层坚固、耐用的保护膜。这个过程不仅赋予零件美观的外观,更极大地提升了涂层的耐磨性、耐腐蚀性等性能,使零件在后续的使用过程中,能够经受住各种复杂环境的考验,延长零件的使用寿命,保证汽车在长期行驶过程中,外观依然保持良好状态。江西专业自动喷涂线公司定期对自动喷涂线进行维护保养,是保障其长期稳定运行的关键措施。

自动喷涂线的环境控制精度直接影响涂层表面质量。苏州闽诚锦业采用ISO 7级洁净车间(≥0.5μm粒子≤352,000/m³),配备PLC联动新风系统,每5分钟自动记录温湿度数据,确保喷涂环境恒定在温度23±2℃、湿度55±5%RH。以汽车轮毂涂装项目为例,系统通过激光尘埃粒子计数器实时监测环境洁净度,当粒子数超标时自动启动空气过滤循环,使涂层表面颗粒缺陷率从传统线的8%降至0.3%。在某光伏逆变器外壳项目中,苏州闽诚锦业部署的百级层流净化冷却区,结合纳米转化膜预处理工艺,使涂层与基材的结合力提升40%,耐盐雾测试突破1000小时。这种环境控制的精确性,彻底解决了传统喷涂因环境波动导致的涂层孔、气泡等问题,为高光洁度涂层提供了稳定基础。
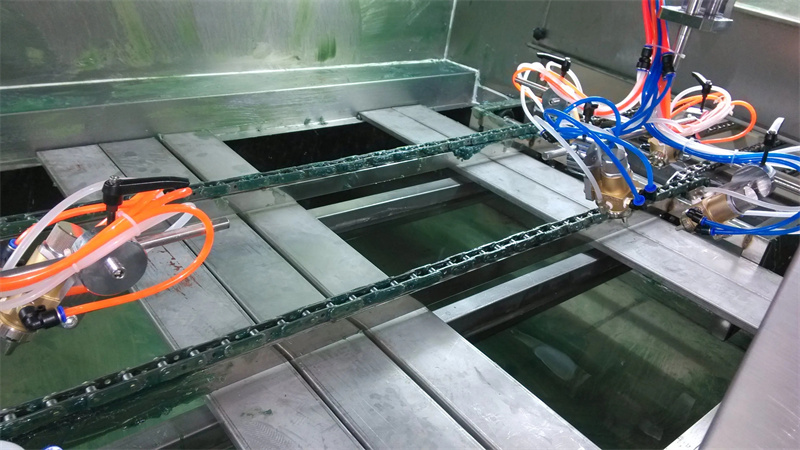
复杂曲面工件的喷涂是行业痛点,传统方式因轨迹控制粗放,常导致边缘露底、涂层堆积。苏州闽诚锦业开发的6轴喷涂机器人与视觉定位系统,通过激光测距反馈实时修正Z轴位置,距工件距离偏差控制在±5mm以内。在汽车音响外壳钢琴漆喷涂项目中,系统针对90°折角区域,编程时速度降低至300mm/s,出漆量增加20%,结合超声波清洗模块去除注塑残留的0.1-0.3mm微孔内脱模剂,使折角处涂层厚度均匀性提升35%。针对多层涂层体系,苏州闽诚锦业建立“温度-时间-膜厚”三维固化模型。当清漆厚度超过50μm时,系统自动延长5分钟固化时间,避免因固化不足导致的橘皮纹。这种参数协同优化模式,使某新能源汽车电池隔膜项目的涂层表面粗糙度Ra稳定在0.18μm以下,光泽度达96°,远超传统手工喷涂的Ra≥0.8μm、光泽度≤85°标准。自动喷涂线打造出的产品,外观质感远超手工喷涂。
预处理区堪称自动喷涂线的 “清洁卫士”,对汽车零件的表面处理起着关键作用。这一区域会依次进行除油、除锈、磷化等多道工序。首先,通过专业的除油剂和清洗设备,将零件在加工、运输过程中沾染的油污彻底清理,确保零件表面无油渍残留,为后续处理创造良好条件。接着,利用除锈工艺,无论是化学除锈还是机械除锈方式,都能精细去除零件表面的锈迹,恢复金属原本的光泽与质地。随后进行的磷化处理,能在零件表面形成一层均匀、细密的磷化膜,这层膜不仅能够增强后续涂层与零件金属表面的附着力,还具备一定的防腐蚀能力,如同为零件穿上一层隐形的 “防护衣”,使零件在后续的使用过程中更耐用,为高质量的喷涂效果提供有力保障。自动喷涂线在高峰期也能高效完成喷涂任务。湖北皮革自动喷涂线价格
自动喷涂线日常运行维护成本处于合理范围。北京小型自动喷涂线
为进一步提升涂层稳定性,苏州闽诚锦业在工艺层面实现了“结构强化”的技术突破。其研发的纳米级转化膜处理技术,通过锆化工艺在金属基材表面形成纳米级保护层,使涂层与基材的结合力提升40%。例如,在光伏逆变器外壳的喷涂项目中,传统工艺涂层在盐雾试验后出现明显锈蚀,而采用苏州闽诚锦业的纳米转化膜工艺后,涂层耐盐雾测试突破1000小时,成功通过欧洲市场严苛认证。此外,公司开发的UV固化生产线通过3秒内完全固化的特性,避免传统热固化过程中因温度梯度导致的涂层内应力,从而减少刮擦时涂层剥落的风险。在家电企业冰箱外壳喷涂项目中,传统生产线因夏季湿度波动导致涂层稳定性下降,盐雾测试通过率只75%;而引入苏州闽诚锦业的全链路控制系统后,环境参数实时调控使涂层耐盐雾测试稳定通过900小时,单线年节约返工成本超200万元。北京小型自动喷涂线

- 宁夏地轨式自动喷涂线报价 2026-01-04
- 上海往复式自动喷涂线加工厂 2026-01-04
- 广西机器人自动喷涂线报价 2026-01-04
- 云南uv自动喷涂线公司 2026-01-04
- 青海uv自动喷涂线供应商 2026-01-04
- 内蒙古工业自动喷涂线报价 2026-01-04
- 重庆uv自动喷涂线报价 2026-01-03
- 广西全自动喷涂线厂商 2026-01-03