- 品牌
- 诚之旺
- 型号
- 3.0-50
- 尺寸
- 1500-2000
- 重量
- 1T
- 产地
- 无锡
- 可售卖地
- 全国
- 是否定制
- 是
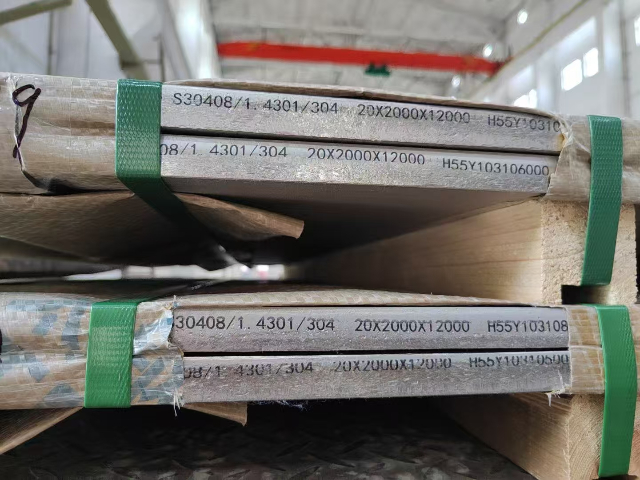
- 材质
- 316L
- 配送方式
- 物流配送
除了前面提到的氧化铬钝化膜外,不锈钢工业板的耐腐蚀性还源于多种因素的综合作用。在某些复杂的腐蚀环境中,如含有大量硫化物、氮氧化物等污染物的大气氛围里,不锈钢表面的钝化膜会不断受到侵蚀破坏。然而,由于铬元素的存在,一旦局部区域的钝化膜受损,周围的铬原子会迅速迁移并向破损处聚集,重新形成新的保护膜,这种自我修复机制使得不锈钢能够在一定程度的恶劣条件下持续保持良好的耐腐蚀状态。另外,对于一些特殊类型的腐蚀,如应力腐蚀开裂,合理的合金成分设计和微观组织结构调控也能有效抑制裂纹的产生和发展。例如,双相不锈钢通过调整奥氏体相和铁素体相的比例,使材料兼具两者的优点,既具有奥氏体不锈钢的良好韧性和焊接性,又拥有铁素体不锈钢较高的强度和耐氯化物应力腐蚀开裂性能,在石油化工、海水淡化等领域发挥着重要作用。不锈钢工业板在风力发电轴承座中承受交变载荷。北京不锈钢双相钢不锈钢工业板软件APP
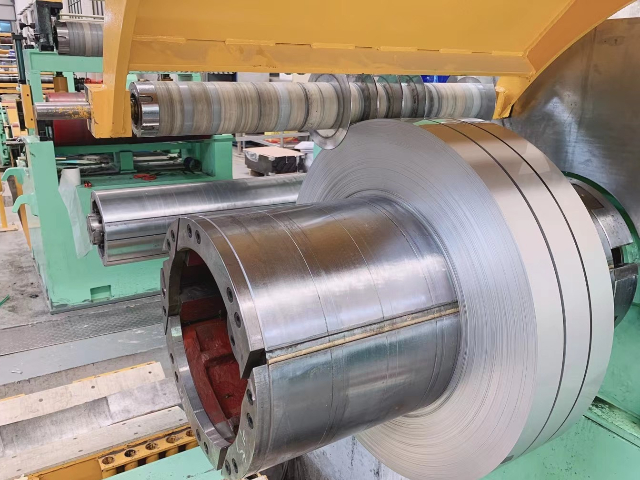
热轧阶段:首先将连铸得到的铸坯送入加热炉中加热至合适的开轧温度范围,一般在 1150 - 1250℃之间。过高的温度可能导致晶粒粗大,影响力学性能;过低则会增加轧制难度,容易造成轧件开裂等问题。接着,在粗轧机上进行多道次往复轧制,逐步减小厚度,初步改善板材的形状和平直度。随后进入精轧机组,采用高精度的轧辊和先进的自动控制系统,精确控制每道次的压下量、轧制速度等参数,较终轧制成所需厚度规格的热轧卷或平板。热轧后的不锈钢板具有良好的塑性和一定的强度,但其表面可能存在氧化皮等缺陷,需要进行后续处理。北京不锈钢双相钢不锈钢工业板软件APP不锈钢工业板的韧性使其在低温环境下仍保持结构稳定。
不锈钢工业板的外观美观。它具有金属光泽,表面光滑,易于清洁和维护。这不仅使其在工业领域受到青睐,也在家居装饰、商业场所等方面得到了越来越多的应用。例如,一些***酒店、商场的装修中,会使用不锈钢工业板作为墙面、地面的装饰材料,营造出时尚、大气的氛围。不锈钢工业板的生产也面临着一些挑战。首先,原材料的价格波动对其成本影响较大。不锈钢的主要原料如镍、铬等价格不稳定,这导致不锈钢工业板的生产成本难以控制。其次,生产工艺的要求较高。为了保证产品的质量和性能,生产过程中需要严格控制各个环节,包括冶炼、轧制、热处理等,这对企业的技术水平和管理能力提出了较高的要求。
反应釜容器的理想选材:化工生产过程中涉及到大量酸碱盐等各种腐蚀性强的化学物质存储和反应操作。这就要求所用设备必须具备极高的耐腐蚀性和密封性。不锈钢工业板制成的反应釜恰好满足了这一需求。它能够抵抗住浓硫酸、硝酸等强氧化性酸的攻击,即使在高温高压条件下也能保持稳定运行状态。而且可以根据不同的工艺流程定制不同容积大小的容器,配备相应的搅拌装置、测温元件等附件,方便实现自动化控制生产过程。例如,某大型化肥厂使用的尿素合成塔就是采用双层夹套式的不锈钢反应釜,内筒负责主反应进行,外筒循环冷却水带走多余热量,确保反应平稳高效地进行下去。不锈钢工业板的哑光表面可减少光污染,适用于光学设备。

幕墙系统的革新者:随着城市化进程加快,高层建筑如雨后春笋般拔地而起。不锈钢工业板因其出色的耐候性和美观大方的外观设计成为众多摩天大楼幕墙的优先材料。它可以制成各种颜色和纹理效果,无论是简洁明快的现代风格还是庄重典雅的传统样式都能完美呈现。更重要的是,其自洁性强的特点减少了日常维护成本,雨水冲刷就能带走大部分灰尘污渍,始终保持建筑物外表整洁亮丽。像迪拜哈利法塔的部分外墙装饰就采用了特殊的镜面抛光不锈钢板,在阳光下熠熠生辉,彰显出奢华气质。不锈钢工业板的冲压成型需控制间隙以防裂纹产生。天津机械设备不锈钢工业板防锈
电镀彩钢工艺可使不锈钢工业板呈现多样化色彩。北京不锈钢双相钢不锈钢工业板软件APP
双相不锈钢板的显微组织由铁素体和奥氏体两相组成,两相比例通常在40%-60%之间,**牌号有2205、2507等。其综合了奥氏体不锈钢的韧性和耐腐蚀性,以及铁素体不锈钢的强高度和抗应力腐蚀性能,耐点蚀、耐缝隙腐蚀能力极强,适用于石油化工、海洋工程、高压容器等极端工况。2205双相不锈钢板是应用较普遍的双相不锈钢板,强度是304的两倍,耐腐蚀性优异,在化工储罐、海水管道等领域大量使用;2507超级双相不锈钢板则具有更高的铬、钼含量,耐腐蚀性和强度更优,用于深海石油平台、高浓度酸溶液设备等**领域。北京不锈钢双相钢不锈钢工业板软件APP

热轧工艺加热:将钢坯送入加热炉,加热温度控制在 1100-1250℃,使钢坯达到塑性变形状态。粗轧:通过粗轧机将钢坯轧制成厚度较厚的中间坯,去除钢坯表面的氧化皮和杂质。精轧:中间坯经精轧机轧制至目标厚度,控制轧制速度和压下量,确保板材厚度均匀。冷却:采用空冷或水冷方式冷却,控制冷却速度,避免板材产生裂纹或组织不均匀。酸洗:去除热轧过程中产生的氧化皮,获得清洁的表面。冷轧工艺酸洗退火:热轧板首先经过酸洗去除氧化皮,然后送入退火炉进行退火处理(温度 800-1000℃),消除轧制应力,改善板材韧性。冷轧:通过冷轧机进行多道次轧制,每道次压下量控制在 10%-30%,逐步将板材轧至目标厚度,提高尺寸...
- 内蒙古高温材料不锈钢工业板报价起浮 2026-05-03
- 北京机械设备不锈钢工业板使用年限 2026-05-03
- 内蒙古蒸发器设备不锈钢工业板防腐蚀性能 2026-05-03
- 湖南市政工程不锈钢工业板种类使用 2026-05-03
- 天津不锈钢双相钢不锈钢工业板优点用途 2026-05-03
- 北京建筑工程不锈钢工业板什么地方种类齐全 2026-05-03
- 上海汽车部件不锈钢工业板市场利润 2026-05-03
- 航空材料不锈钢工业板制造 2026-05-03
- 天津海洋工程不锈钢工业板种类使用 2026-05-03
- 湖南防腐蚀材料不锈钢工业板报价起浮 2026-05-03



- 河北航空材料不锈钢工业板行情 2026-05-02
- 上海机械设备不锈钢工业板防腐蚀性能 2026-05-02
- 内蒙古汽车部件不锈钢工业板软件APP 2026-05-02
- 内蒙古特殊钢不锈钢工业板硬度 2026-05-02
- 建筑工程不锈钢工业板使用年限 2026-05-02
- 天津不锈钢工业板 2026-05-02





- 内蒙古建筑工程不锈钢钢带网站 05-04
- 北京电缆部件不锈钢钢带材质有哪些 05-04
- 河北化工设备不锈钢钢带装饰效果 05-04
- 内蒙古环保设备不锈钢钢带厂家 05-04
- 江西建筑工程不锈钢无缝管行情 05-04
- 内蒙古国产不锈钢钢带装饰效果 05-04
- 北京建筑工程不锈钢钢带防锈 05-04
- 河北不锈钢无缝管材质有哪些 05-04
- 河北机械设备不锈钢钢带优点用途 05-04
- 北京进口不锈钢钢带价格 05-04