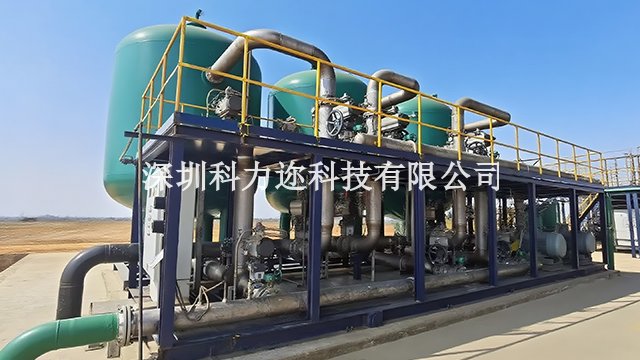
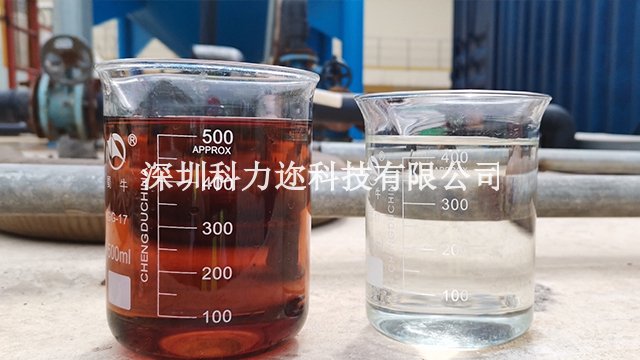
科力迩的聚结除油器采用粗粒化原理和浅池原理优化设计,通过CFD流场仿真确保内部流态稳定。设备处理量可达200m³/h,系统压降不超过0.05MPa,对粒径≥30μm的油滴去除率超过90%。特殊设计的自动冲砂系统可定期***沉积泥沙,保证设备长期稳定运行。医药废水处理方面,科力迩的非均相臭氧氧化工艺取得较好效果。以内蒙古某制药企业为例,进水COD高达数千毫克/升,经KHC-PC2001催化剂处理45分钟后,出水COD降至200mg/L以下,B/C值从0.1提升至0.37。该技术有效降解医药废水中的难降解有机物,提高废水可生化性。深圳科力迩科技的污水处理产品,宽pH适应性(pH 3-10),稳定运行。高含油酸性污水处理供应商

科力迩科技的废水处理技术采用CDFU旋流溶气气浮装置,该装置融合了旋流离心分离、溶气气浮分离与超微气泡技术,形成一体化处理系统。该系统通过产生粒径5-30微米的超微气泡,大幅提高油水分离效率,单级除油率超过90%,悬浮物去除率达到85%以上。设备处理停留时间*1-5分钟,占地面积*为传统工艺的1/3,特别适合空间受限的工业场景。在炼化行业废水处理中,科力迩的CDFU技术展现出优异性能。该系统采用纯物理破乳工艺,无需化学药剂添加,从源头避免含油污泥产生。通过全密闭带压运行设计,彻底杜绝臭气泄漏风险,确保操作安全性和环保性。实际应用数据显示,该系统可将进水含油量从≤10000mg/L降至≤10mg/L,悬浮物从≤500mg/L降至≤20mg/L。紧凑型污水处理供应商深圳科力迩科技的污水处理产品,微孔载体比表面积大,活性位点密度高。

在污水处理技术装备研发方面,深圳科力迩科技有限公司成果丰硕。其自主研发的高效溶气气浮设备,依托先进的气浮分离技术,可高效分离污水中的悬浮颗粒与油类物质,广泛应用于工业污水处理的预处理环节;臭氧催化氧化设备采用多重催化氧化技术,搭配非均相臭氧催化剂(AOP臭氧催化氧化催化剂),能有效降解污水中的难降解有机物,降低污染物浓度;微气泡发生技术的应用,进一步提升了污水处理过程中污染物的吸附与分离效率,而油水分离设备凭借聚结油水分离技术,在含油污水处理中表现突出,过滤设备与膜分离设备则通过相应技术,为污水深度净化提供保障,多类设备协同构建起***的污水处理装备体系。
罐区和油库的污水处理需求具有特殊性,尤其是轻油油库污水,成分与普通工业污水存在差异。深圳科力迩科技有限公司研发的轻油油库水处理工艺,采用CDFU设备与过滤器相结合的方式,针对轻油油水混合物的特性,优化分离参数,实现轻油与水的高效分离,不仅能回收污水中的轻油资源,实现资源循环利用,还能使净化后的水质达到排放或回用标准,为罐区和油库运营企业解决污水处理难题,同时创造一定的经济收益。获得了众多客户的认可与好评,与中国石化、中国石油、宁德时代、格林美等**企业建立了长期合作关系。深圳科力迩科技的污水处理产品,表面负电荷吸附技术,增强滤料抗污染性能。

在含油消防废水处理方面,深圳科力迩科技有限公司针对消防作业后废水含油量高、成分复杂的特点,研发专属处理工艺,结合高效溶气气浮设备、聚结油水分离设备与过滤设备,快速去除废水中的油分与杂质,实现废水的净化处理。该工艺不仅处理效率高,还能适应消防废水排放量不稳定的特点,灵活调整处理规模,确保消防作业后废水得到及时处理,减少对周边土壤与水体的污染,为企业消防安全与环保达标提供双重保障,体现了公司在废水处理领域的***服务能力。深圳科力迩科技有限有限公司研发的系列废水处理设备,脱色率≥90%,异味彻底消除。油气田污水处理生产
深圳科力迩科技的污水处理产品,旋流离心分离技术强化油水分离,提升处理效率。高含油酸性污水处理供应商
面对垃圾渗滤液这类高难度工业废水,深圳科力迩科技有限公司创新采用臭氧高级氧化技术为**的处理方案。垃圾渗滤液成分复杂、污染物浓度高,传统处理工艺难以达标,而公司研发的臭氧催化氧化设备,搭配自主研发的非均相催化剂,能高效分解渗滤液中的大分子有机物、氨氮等污染物,大幅降低 COD 与色度。后续结合膜分离技术进行深度净化,**终实现渗滤液达标排放或资源化利用,为垃圾处理厂解决了长期以来的废水污染痛点,助力城市生态环境改善。高含油酸性污水处理供应商
深圳科力迩科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的环保行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**深圳科力迩科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!