金旺智能作为一家专业的农化制剂智能工厂服务商,已经与超过3000家合作客户携手共进。这些客户包括众多行业内的企业,如上海生农、安徽华星、浙江永农等,同时也涵盖了从大型集团到中小型企业在内的各种规模的企业。金旺智能始终致力于为这些客户提供量身定制的智能工厂解决方案,以满足他们多样化的需求。为了更好地服务客户,金旺智能深入洞察并理解客户需求,通过不断的技术创新和优化,帮助客户实现产能的提升、成本的降低以及品质的优化。这种服务不仅为客户带来了实实在在的利益,也使得金旺智能与客户之间建立了长期稳定的合作关系。金旺智能深知,农化产业的智能化转型是大势所趋,因此,公司一直致力于推动这一进程。通过与众多客户的紧密合作,金旺智能不仅为自身赢得了良好的市场声誉,也为整个农化产业的智能化转型做出了积极的贡献。多终端呈现设备管理数字化是利用手机、电脑等多终端实时展示设备数据,实现便捷高效管理。吉林农化制剂智能工厂参数

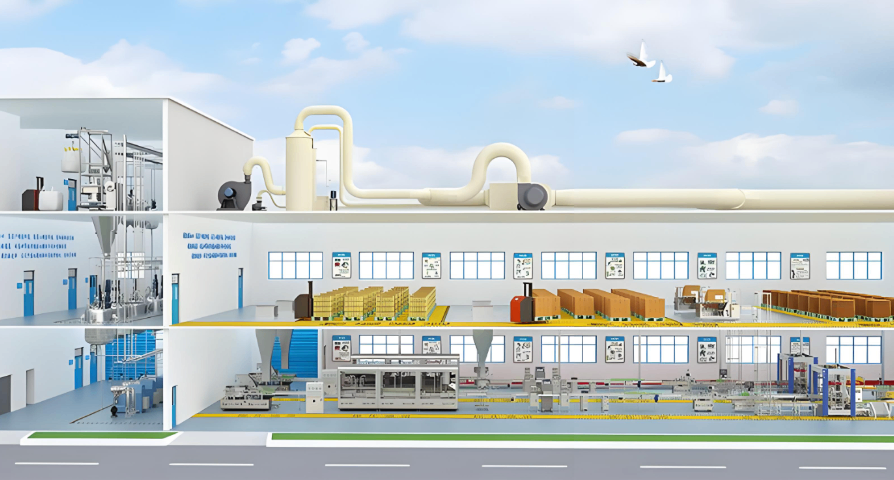
智能高位库是一种具备智能管理功能的高位仓库。堆垛机如同电梯般在高层货架间灵活穿梭,WMS系统则像大脑一样高效规划货位。入库时,系统会根据货物重量自动分配货架层数——重货放置于底层,轻货则存放于高层。在农药仓储领域,其巷道堆垛机的提升速度高达120米/分钟,取货效率较传统仓库提升4倍。货架高度达到24米,相当于8层楼的高度,空间利用率是平面仓库的5倍。此外,智能分拣系统能够根据出库订单自动组合货物,拣货准确率高达99.99%。曾有仓库使用该系统处理1000单订单出现1单拣货错误,错误率低至0.01%。江苏农化制剂智能工厂工厂直销APP作业管理是借助移动应用程序实现作业流程数字化、便捷化管理的方式。

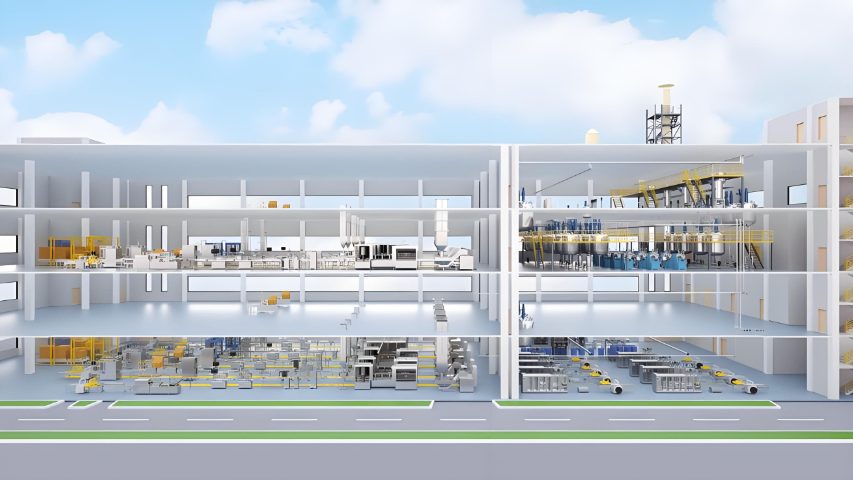
金旺智能的智能包装展厅,展示了公司在农化制剂智能工厂服务方面的强大实力。在这个展厅内,汇集了各种先进的设备,如高速灌装机、智能贴标机等,这些设备共同演示了一个完整的自动化包装流程,从理瓶、灌装、旋盖到贴标,每一个环节都体现了智能化的优势。而高速贴标机则能够将贴标位置的误差控制在小于0.5mm的范围内,极大地提高了贴标准确性。此外,配合先进的视觉检测系统,包装合格率可以达到惊人的99.99%,确保了产品质量的高标准。通过这种场景化的展示方式,客户可以直观地了解到智能包装技术是如何在实际生产中提升生产效率、降低物料损耗的。这种展示不仅让客户对智能包装有了更深入的理解,也为他们提供了服务的实践参考,帮助他们在选择智能包装解决方案时做出更明智的决策。金旺智能通过这个展厅,向客户展示了其在智能包装领域的专业实力和丰富的实践经验,进一步增强了客户对公司的信任和认可。
与智能加工系统互联互通,实时共享设备参数和进度数据,协同调度各工序,提升生产效率。在金旺智能的农药制剂生产过程中,智能包装线与智能加工设备实现实时联动。当一批悬浮剂加工完成后,包装线能够自动调整灌装参数,例如根据加工批次的黏度差异,自动调节灌装头的下降速度,从而使灌装效率提升15%。某生产日的数据显示,这种互联互通机制将工序衔接时间从30分钟缩短至5分钟,生产换型效率提升60%。此外,通过共享加工参数,包装线能够提前预判物料特性,优化包装工艺,使得产品包装合格率从95%提升至99.5%。山东成欣是专注化工领域的企业,集研发生产为一体,为市场提供多种化工产品。

山东富润实聚焦农业领域,集农资产品研发、生产、销售为一体的综合性企业。金旺智能为其打造的液体水溶肥生产线,借助负压投料与配方管理系统,在镜面设备中合理控制各营养元素比例,氮磷钾等养分吸收率比普通冲施肥提升30%;固体水溶肥生产线运用负压投料与立体布局,制得的颗粒遇水10秒内完全溶解,连细小灌溉喷头都不会堵塞。两条生产线投产后,山东富润实水溶肥年产能达1.5万吨,产品在温室大棚应用中,使黄瓜、番茄等作物产量增加25%,深受种植户好评。与智能加工互联互通,实时共享设备参数与进度数据,协同调度工序,提升生产效率。性价比高农化制剂智能工厂参数
宽度一厘米,深度一公里,不断推出成就客户的产品和服务!吉林农化制剂智能工厂参数
设备效率数字化是通过量化指标评估设备产出、能耗等,挖掘提升效率的潜力与方向。在在在50-1000ml瓶装智能生产线中,系统实时监测并计算OEE(设备综合效率)、产能利用率、能耗比等关键指标。若发现某时段灌装机的OEE为65%,系统将通过深入分析,确定原因系理瓶机故障导致停机,并迅速优化理瓶机的维护计划,使OEE提升至85%。据某季度数据显示,得益于设备效率的数字化管理,生产线产能提升了28%,单位产品能耗下降了18%。此外,通过对比不同班次的效率数据,发现夜班效率较白班低10%。经过调整夜班人员配置,效率差异已缩小至3%,实现了设备效率的持续优化。吉林农化制剂智能工厂参数
闭路循环氮气保护加工品是一种先进的粉碎处理方案,它利用惰性气体——氮气的保护作用,确保在加工过程中物...
【详情】江苏金旺智能成立于2005年,专注于农化制剂智能工厂的全流程服务,是一家智能企业。公司始终将技术创新...
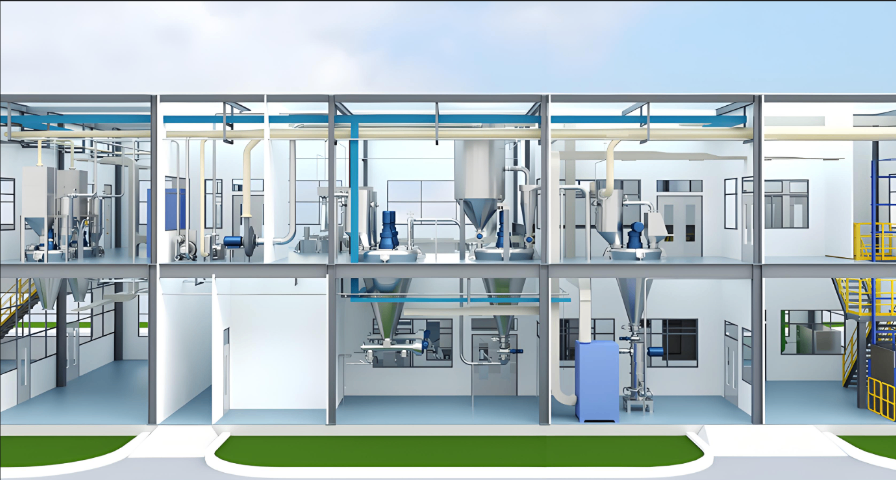
【详情】肥料智能加工是利用智能手段进行肥料加工的过程。在固体水溶肥生产中,智能加工系统集成负压投料、立体布局...
【详情】设备运行过程数字化是对设备运行参数、状态等进行实时采集与分析,以数据驱动优化运行。在喷雾流化造粒设备...
【详情】授权中心是负责分配、管理和监控系统操作权限,保障信息安全的管控枢纽。在金旺智能的企业管理系统中,授权...
【详情】山东富润实聚焦农业领域,集农资产品研发、生产、销售为一体的综合性企业。金旺智能为其打造的液体水溶肥生...
【详情】与智能包装互联互通,整合包装环节信息,按需调整策略,实现产品包装高效适配。在液体水溶肥生产中,智能加...
【详情】与智能办公互联互通,打通业务流程数据,促进部门协作,提升办公决策科学性。在金旺智能的企业管理中,生产...
【详情】金旺智能的智能加工展厅,充分展现农化制剂智能工厂的雄厚实力,有力支撑全案服务。展厅内精心陈列砂磨机、...
【详情】肥料智能加工是利用智能手段进行肥料加工的过程。在固体水溶肥生产中,智能加工系统集成负压投料、立体布局...
【详情】兽药智能加工是采用智能方式进行兽药加工的过程。在兽药粉剂生产中,智能加工系统通过超微粉碎技术将药物原...
【详情】P-专业采购保障采购质量,凭价格优势与低额外费用,打造高效采购体系。在金旺智能的设备采购中,采购团队...
【详情】