- 品牌
- 诚之旺
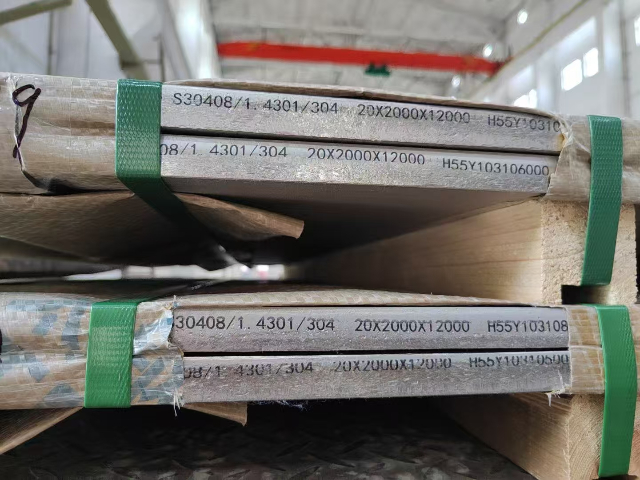
- 型号
- 3.0-50
- 尺寸
- 1500-2000
- 重量
- 1T
- 产地
- 无锡
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 316L
- 配送方式
- 物流配送
不锈钢工业板在极端温度环境下(低温至 - 270℃、高温至 1200℃)仍能保持稳定的力学性能,这一特性使其在特殊工况中不可替代:低温稳定性:304、316L 奥氏体不锈钢在低温下无 “冷脆现象”,在 - 196℃的液氮储罐中,抗拉强度反而提升至 700MPa 以上,伸长率仍保持 30%,避免储罐因低温脆性开裂;高温稳定性:310S 奥氏体不锈钢(含铬 25%、镍 20%)在 1000℃的高温下,抗拉强度仍达 200MPa 以上,且抗氧化性优异,可用于加热炉的炉底板,长期使用后无明显变形;铁素体不锈钢(430)在 800℃以下的高温氧化性环境中,热膨胀系数低(10.5×10⁻⁶/℃),优于奥氏体不锈钢的 16.5×10⁻⁶/℃,适用于高温烟道的法兰连接,避免热胀冷缩导致的密封失效。焊接性能优异的不锈钢工业板支持TIG、MIG等多种工艺,焊缝经酸洗钝化后耐腐蚀性不减。上海市政工程不锈钢工业板使用年限
建筑与装饰行业是不锈钢工业板的传统应用领域,随着现代建筑向**化、个性化发展,不锈钢工业板的应用越来越普遍。在建筑结构方面,不锈钢工业板用于制作幕墙、屋顶、立柱、桥梁护栏等,例如,北京奥运会主场馆“鸟巢”的部分结构采用了304不锈钢板,既保证了结构强度,又具有良好的耐候性;在装饰领域,不锈钢工业板通过抛光、拉丝、蚀刻等表面处理后,用于制作电梯面板、酒店大堂装饰、商场专柜等,如镜面不锈钢板8K因反光效果好,常用于**装饰场景;在市政工程中,不锈钢工业板用于制作垃圾桶、路灯杆、公交站台等,其耐候性可减少维护成本。河北高温材料不锈钢工业板防锈不锈钢工业板的哑光表面可减少光污染,适用于光学设备。
使用注意事项:1. 焊接注意事项选择匹配的焊接材料,例如 304 不锈钢采用 ER308L 焊丝,316L 采用 ER316L 焊丝。控制焊接电流和速度,避免焊接温度过高,导致晶粒粗大,降低耐蚀性和韧性。焊接后及时进行酸洗钝化处理,修复焊接区域的钝化膜,提高耐腐蚀性。2. 加工注意事项冷轧不锈钢工业板在冲压、折弯时,需避免过度加工导致表面划伤或裂纹。机械加工时,选择合适的刀具和切削参数,不锈钢硬度较高,易产生切削热,需及时冷却。3. 安装与维护注意事项安装时避免与碳钢直接接触,防止发生电偶腐蚀,可采用橡胶垫、塑料垫片等隔离。定期清洁表面,去除灰尘、油污、盐分等杂质,尤其是海洋环境或化工环境中的设备,需增加清洁频率。避免使用含氯的清洁剂,以免破坏表面钝化膜,导致腐蚀。
双相不锈钢板的显微组织由铁素体和奥氏体两相组成,两相比例通常在40%-60%之间,**牌号有2205、2507等。其综合了奥氏体不锈钢的韧性和耐腐蚀性,以及铁素体不锈钢的强高度和抗应力腐蚀性能,耐点蚀、耐缝隙腐蚀能力极强,适用于石油化工、海洋工程、高压容器等极端工况。2205双相不锈钢板是应用较普遍的双相不锈钢板,强度是304的两倍,耐腐蚀性优异,在化工储罐、海水管道等领域大量使用;2507超级双相不锈钢板则具有更高的铬、钼含量,耐腐蚀性和强度更优,用于深海石油平台、高浓度酸溶液设备等**领域。不锈钢工业板在风力发电轴承座中承受交变载荷。

当铬含量达到一定比例时,能在钢材表面形成一层致密且稳定的氧化铬钝化膜。这层薄膜如同坚固的盾牌,有效阻挡了外界腐蚀性介质如氧气、水分和其他化学物质与内部金属基体的接触,从而大幅度减缓了腐蚀过程。镍元素的加入则进一步增强了不锈钢的韧性和延展性,使其在承受较大外力作用时不易发生脆断,同时也有助于提高其在特定环境下的抗腐蚀能力,尤其是在一些酸性或碱性较强的介质中。此外,像钼、钛等微量元素也会根据不同的应用场景添加到不锈钢中,以优化其特定的性能表现。例如,钼元素能明显提升不锈钢在含氯离子环境中的耐点蚀和缝隙腐蚀能力,这对于海洋工程等涉及海水接触的领域至关重要;钛元素可以稳定不锈钢中的碳化物,防止晶间腐蚀的发生,确保焊接部位及其他热影响区的耐腐蚀性不受损害。不锈钢工业板的冲压成型需控制间隙以防裂纹产生。上海机械设备不锈钢工业板软件APP
不锈钢工业板在污水处理设备中抵抗酸碱腐蚀表现突出。上海市政工程不锈钢工业板使用年限
管道输送系统的守护者:在化工园区内纵横交错的各种管道犹如人体的血管一样承担着物料传输的重要任务。而这些管道大多采用的是不锈钢无缝管或者是由不锈钢板卷制而成后再焊接而成的焊管。它们不仅要耐受住内部介质的压力冲击,还要面对外部环境带来的风吹日晒雨淋等考验。幸运的是,不锈钢***的耐蚀性和足够的机械强度让它胜任这份工作游刃有余。无论是输送液态烃类燃料还是气态氯气等有毒有害气体,只要选型正确并且安装规范合理,就能长时间安全可靠地服务于整个生产链条之中。上海市政工程不锈钢工业板使用年限

热轧工艺加热:将钢坯送入加热炉,加热温度控制在 1100-1250℃,使钢坯达到塑性变形状态。粗轧:通过粗轧机将钢坯轧制成厚度较厚的中间坯,去除钢坯表面的氧化皮和杂质。精轧:中间坯经精轧机轧制至目标厚度,控制轧制速度和压下量,确保板材厚度均匀。冷却:采用空冷或水冷方式冷却,控制冷却速度,避免板材产生裂纹或组织不均匀。酸洗:去除热轧过程中产生的氧化皮,获得清洁的表面。冷轧工艺酸洗退火:热轧板首先经过酸洗去除氧化皮,然后送入退火炉进行退火处理(温度 800-1000℃),消除轧制应力,改善板材韧性。冷轧:通过冷轧机进行多道次轧制,每道次压下量控制在 10%-30%,逐步将板材轧至目标厚度,提高尺寸...
- 内蒙古高温材料不锈钢工业板报价起浮 2026-05-03
- 北京机械设备不锈钢工业板使用年限 2026-05-03
- 内蒙古蒸发器设备不锈钢工业板防腐蚀性能 2026-05-03
- 湖南市政工程不锈钢工业板种类使用 2026-05-03
- 天津不锈钢双相钢不锈钢工业板优点用途 2026-05-03
- 北京建筑工程不锈钢工业板什么地方种类齐全 2026-05-03
- 上海汽车部件不锈钢工业板市场利润 2026-05-03
- 航空材料不锈钢工业板制造 2026-05-03
- 天津海洋工程不锈钢工业板种类使用 2026-05-03
- 湖南防腐蚀材料不锈钢工业板报价起浮 2026-05-03



- 河北航空材料不锈钢工业板行情 2026-05-02
- 上海机械设备不锈钢工业板防腐蚀性能 2026-05-02
- 内蒙古汽车部件不锈钢工业板软件APP 2026-05-02
- 内蒙古特殊钢不锈钢工业板硬度 2026-05-02
- 建筑工程不锈钢工业板使用年限 2026-05-02
- 天津不锈钢工业板 2026-05-02




- 山西航空材料不锈钢钢带 05-07
- 河北进口不锈钢钢带防腐蚀性能 05-07
- 进口不锈钢钢带供应商 05-07
- 上海航空材料不锈钢钢带 05-07
- 防腐蚀材料不锈钢钢带优点用途 05-07
- 北京国产不锈钢钢带价格 05-07
- 山西防腐蚀材料不锈钢钢带供应商 05-07
- 河北国产不锈钢钢带报价起浮 05-06
- 河北机械设备不锈钢无缝管什么地方种类齐全 05-06
- 河南不锈钢无缝管什么地方种类齐全 05-06