多芯光纤连接器作为光通信网络中的重要组件,承担着实现多路光信号同步传输与精确对接的关键任务。其设计重要在于通过单一连接器接口集成多个单独光纤通道,使单根线缆即可完成传统多根单芯光纤的传输功能,明显提升了网络布线的空间利用率与系统集成度。相较于单芯连接器,多芯结构通过并行传输机制将数据吞吐量提升至数倍,尤其适用于数据中心、5G基站及高密度光交换等对带宽和时延要求严苛的场景。技术实现上,多芯连接器需攻克两大难题:一是光纤阵列的精密排布,需确保各芯径间距控制在微米级精度,避免信号串扰;二是端面研磨工艺,需采用定制化抛光技术使多芯端面形成统一的光学曲率,保障所有通道的插入损耗和回波损耗指标一致。此外,多芯连接器的机械稳定性直接关系到网络可靠性,其外壳材料需兼具强度高与抗环境干扰能力,插拔寿命通常要求超过500次仍能保持性能稳定。随着硅光子技术与CPO(共封装光学)的兴起,多芯连接器正朝着更高密度、更低功耗的方向演进,例如通过MT(多芯推入式)接口与光模块的直接集成,可进一步缩短光链路长度,降低系统整体能耗。通过端面角度抛光工艺,多芯光纤连接器将插入损耗控制在0.35dB以下。合肥多芯光纤连接器SC/PC APC混合
实现多芯MT-FA插芯高精度的技术路径包含材料科学、精密制造与光学检测的深度融合。在材料层面,采用日本进口的高纯度PPS塑料或陶瓷基材,通过纳米级添加剂改善材料热膨胀系数,使插芯在-40℃至85℃温变范围内尺寸稳定性达到±0.1μm。制造工艺上,运用五轴联动数控研磨机床配合金刚石微粉抛光技术,实现光纤端面粗糙度Ra≤3nm的镜面效果。检测环节则部署激光干涉仪与共聚焦显微镜组成的在线检测系统,对每个插芯的128个参数进行实时扫描,数据采集频率达每秒2000点。这种全流程精度控制使得多芯MT-FA组件在1.6T光模块应用中,可实现16个通道同时传输时各通道损耗差异小于0.2dB,通道间串扰低于-45dB。随着硅光集成技术的突破,未来插芯精度将向亚微米级迈进,通过光子晶体结构设计与量子点材料应用,有望在2026年前将芯间距压缩至125μm以下,为3.2T光模块提供基础支撑。这种精度演进不仅推动着光通信带宽的指数级增长,更重构着数据中心的基础架构——高精度插芯使机柜内光纤连接密度提升3倍,布线空间占用减少60%,直接降低AI训练集群的TCO成本。云南多芯光纤连接器 LC/APC空芯光纤连接器的设计考虑了成本效益,为用户提供了高性价比的解决方案。
多芯MT-FA光组件的可靠性测试需覆盖机械完整性、环境适应性及长期工作稳定性三大重要维度。在机械性能方面,气密封装器件需通过热冲击测试,即在0℃冰水与100℃开水中交替浸泡15个循环,每个循环需在5分钟内完成温度切换,以验证内部气体膨胀收缩及材料热胀冷缩导致的应力释放能力。非气密器件则需重点测试尾纤受力性能,包括轴向扭转、侧向拉力及轴向拉力测试,其中轴向拉力需根据光纤类型设定参数,例如0.25mm带涂覆层光纤需施加10N拉力并保持1000次循环,确保连接器与光纤的机械结合强度。环境适应性测试包含高低温循环、湿热及冷凝等项目,其中室外应用器件需在-40℃至85℃温度范围内完成500次循环,升降温速率不低于10℃/min,以模拟极端气候条件下的材料膨胀差异;湿热测试则采用85℃/85%RH条件持续2000小时,重点考察非气密器件的吸湿膨胀及金属部件氧化问题,而气密器件需通过氦质谱检漏验证密封性。
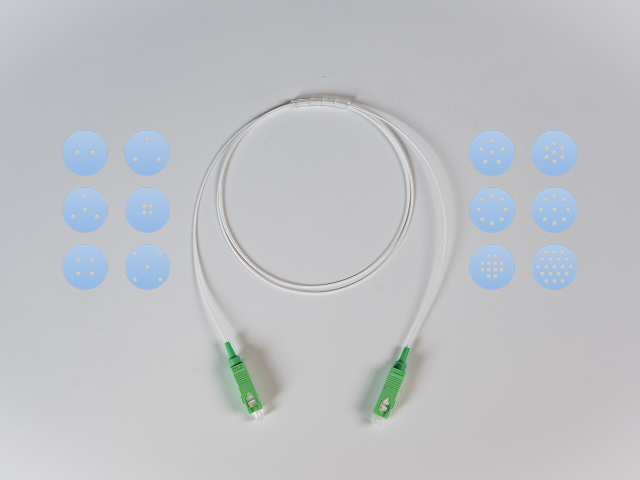
通过多芯空芯光纤设计,单纤容量可提升至传统方案的4倍,同时光缆体积减少54.3%,这要求连接器具备多通道同步对接能力。此外,空芯光纤与CPO(共封装光学)技术的结合,进一步推动连接器向小型化、集成化方向发展,未来可能实现光引擎与连接器的一体化设计,降低AI服务器内的功耗与噪声。尽管当前成本仍是制约因素,但随着氢气、氦气等原材料价格的下降,以及制造工艺的成熟,连接器的量产成本有望在未来3-5年内大幅降低,为空芯光纤在6G、量子通信等前沿领域的普及奠定基础。多芯光纤连接器的模块化设计,可根据需求灵活组合8芯、12芯或24芯配置。

针对空间复用(SDM)与光子芯片集成等前沿场景,MT-FA连接器的选型需突破传统参数框架。此类应用中,多芯光纤可能采用环形或非对称芯排布,要求连接器设计匹配特定阵列结构,例如16芯二维MT套管可通过阶梯状光纤槽实现60芯集成,密度较常规12芯方案提升5倍。端面处理需采用42.5°全反射角设计,配合低损耗MT插芯实现光路高效耦合,典型应用中可将光电转换效率提升至95%以上。在光学器件配合层面,需集成微透镜阵列或光纤阵列波导光栅,通过定位销与机械卡位结构将对准误差控制在0.25μm以内,这对制造工艺提出极高要求。测试环节需建立多维评估体系,除常规插入损耗外,还需测量每芯的色散特性、偏振模色散(PMD)及芯间串扰的频率依赖性。对于长期运行场景,需优先选择具备热补偿功能的连接器,通过特殊材料配方将热膨胀系数控制在5×10⁻⁶/℃以内,避免温度变化导致的对准偏移。在定制化需求中,可提供端面角度、通道数量等参数的灵活配置,但需确保定制方案通过OTDR测试验证链路完整性,并建立严格的端面检测流程,使用干涉仪检测端面几何误差,确保表面粗糙度低于10nm。多芯光纤连接器采用先进的噪声抑制技术降低噪声干扰对信号的影响。西安多芯光纤连接器 LC/PC APC混合
多芯光纤连接器在5G基站前传网络中,解决了AAU到DU设备的光纤连接密度问题。合肥多芯光纤连接器SC/PC APC混合
MT-FA多芯光组件的自动化组装是光通信行业向超高速、高密度方向演进的重要技术之一。随着800G/1.6T光模块在AI算力集群中的规模化部署,传统手工组装方式已无法满足多通道并行传输的精度要求。自动化组装系统通过集成高精度机械臂、视觉定位算法及在线检测模块,实现了光纤阵列(FA)与MT插芯的毫米级对准。例如,在42.5°反射镜研磨工艺中,自动化设备可同步控制12通道光纤的端面角度,确保每个通道的插入损耗低于0.2dB,且通道间均匀性差异小于0.05dB。这种精度要求源于AI训练场景对数据传输稳定性的严苛标准——单通道0.1dB的损耗波动可能导致百万级参数计算的误差累积。自动化系统通过闭环反馈机制,实时调整研磨压力与抛光时间,使端面粗糙度稳定在Ra<5nm水平,远超行业平均的Ra<10nm标准。此外,自动化产线采用模块化设计,可快速切换不同规格的MT-FA组件(如8通道、12通道或24通道),支持从100G到1.6T光模块的柔性生产,明显缩短了新产品导入周期。合肥多芯光纤连接器SC/PC APC混合
在技术参数层面,MT-FA型连接器的插入损耗通常低于0.3dB,回波损耗优于-55dB,能够满足高速...
【详情】在测试环节,自动化插回损一体机成为质量管控的重要工具,其集成的多通道光功率计与电动平移台可同步完成插...
【详情】从技术实现层面看,MT-FA光组件的制造工艺融合了超精密机械加工与光学薄膜技术。其重要MT插芯采用陶...
【详情】多芯MT-FA光纤连接器市场正经历由AI算力需求驱动的结构性变革。随着全球数据中心向400G/800...
【详情】多芯MT-FA光组件连接器作为高速光模块的重要器件,通过精密研磨工艺与阵列排布技术,实现了多路光信号...
【详情】针对多芯MT-FA组件的并行测试需求,自动化测试系统通过模块化设计实现了效率与精度的双重提升。系统采...
【详情】通过多芯空芯光纤设计,单纤容量可提升至传统方案的4倍,同时光缆体积减少54.3%,这要求连接器具备多...
【详情】MT-FA型多芯光纤连接器的应用场景普遍,其设计灵活性使其能够适配多种光模块和设备接口。在数据中心领...
【详情】从产业化进程看,空芯光纤连接器的规模化应用正面临技术突破与标准完善的双重挑战。制造工艺方面,空芯光纤...
【详情】在硅光模块集成领域,MT-FA的多角度定制能力正推动光互连技术向更高集成度演进。某款400GDR4硅...
【详情】在AI算力驱动的光通信产业升级浪潮中,MT-FA多芯光组件的供应链管理正面临技术迭代与规模化生产的双...
【详情】