通过智能化技术手段的运用,可以实现对物流仓储环节的精细化管理和优化,提高整个物流供应链的效率和质量,从而为企业创造更大的价值。智能仓储是一种以物联网、机器人技术和大数据应用为基础的现代化仓储模式。它利用现代科技手段提升了仓储管理效率和质量,并且可以在满足物流需求的同时降低管理成本,被普遍应用于各个行业中。发展历史:传统仓储物流为何要转型。传统的仓储多数只是产品的寄存地,依靠叉车进行出入库作业,效率往往不高,难以满足现代电商的要求。传统的仓储管理中存在诸多问题,例如:数据采集靠手工录入或条码扫描,工作效率较低;库内货位划分不清晰,堆放混乱;实物盘点技术落后;人为因素影响大,差错率高,增加额外成本; 缺乏流程跟踪,责任难以界定。这些问题,严重影响了仓储物流的工作效率,并使物流成本居高不下。它利用实时监控,确保智能仓储设备正常运行。苏州货架智能仓储

仓库托盘货架:HashMicro软件中的高效仓库技术可帮助企业高效管理托盘货架,提升空间利用率和可访问性。该数字仓库功能充分利用垂直空间,实现安全、有序的库存存储。仓库深度报告:通过HashMicro仓储技术,企业可获取详细的库存水平和业务绩效报告。这些智能仓储功能为企业提供深入洞察,助力其做出明智的决策。综上所述,智能仓库对于现代企业而言至关重要,它不仅提升效率、减少错误,更有助于优化库存管理。借助HashMicro等先进技术,企业能够更快、更准确地响应客户需求,从而在激烈的市场竞争中保持先进地位。苏州化妆品智能仓储自动化设备厂家智能仓储降低劳动强度,解放了劳动力,让员工能够将精力投入到更具增值的工作中。

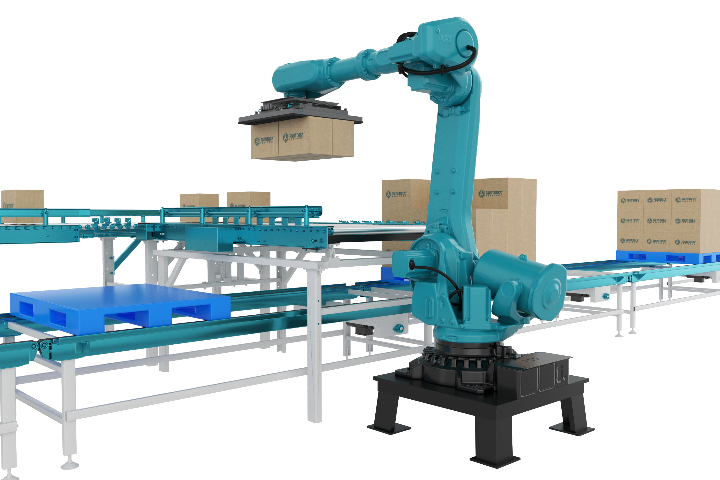
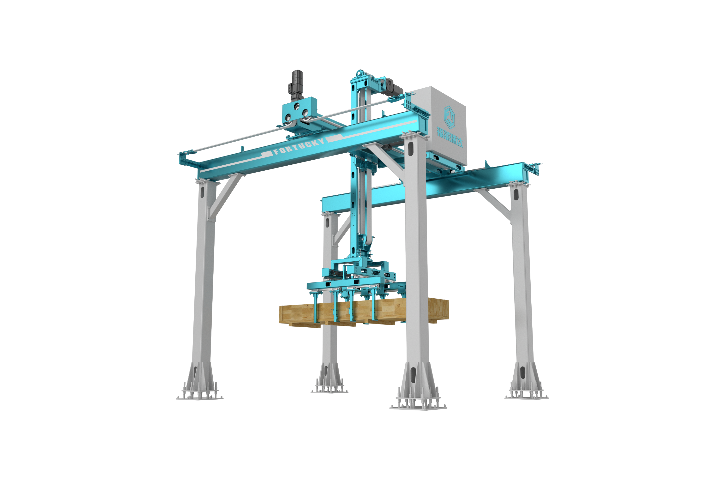
本文将从多个维度详细阐述智能仓储的相关知识和应用场景。智能仓储包括哪些?智能仓储系统是由多个组成部分所构成的,主要包括智能化拣选系统、智能化分拣系统、智能库存管理系统、智能物流系统和智能仓储设备等。1.智能化拣选系统:它主要利用机器人技术进行拣货工作,取代传统人工拣选工作。2.智能化分拣系统:它可以通过托盘式输送系统等方式实现分拣工作,实现高效、快速的分拣过程。3.智能库存管理系统:智能库存管理系统可以自动监测库存水平,以便及时补充货品,在避免库存过大和过小的情况下,实现库存的较优化管理。4.智能物流系统:它是指在仓库内实现自动化物流、配送、秤重和质检等环节的系统。配某合能化仓储设备,可以实现整个物流过程的自动化。5.智能仓储设备:包括自动存储架、输送机、装卸设备、自动抓取机械臂等等,用于自动化存储和运输等环节的操作。
汽车制造涉及大量零部件存储与供应,智能仓储在该行业发挥着重要支撑作用。汽车制造企业的智能仓储中心规模庞大,存储着成千上万种不同规格的零部件。智能仓储系统通过对零部件进行分类编码和信息化管理,实现精细定位与快速检索。AGV和自动化堆垛机按照生产计划,将所需零部件及时准确地配送至生产线工位。在存储方面,采用立体货架和高密度存储技术,充分利用空间,提高存储容量。同时,智能仓储系统与汽车制造企业的ERP系统深度集成,实时共享数据,使企业能够根据生产进度、库存水平和市场需求,合理安排采购、生产和配送计划,优化供应链管理,降低生产成本,提高生产效率和产品质量。智能仓储利用机器人技术,实现货物搬运智能化。

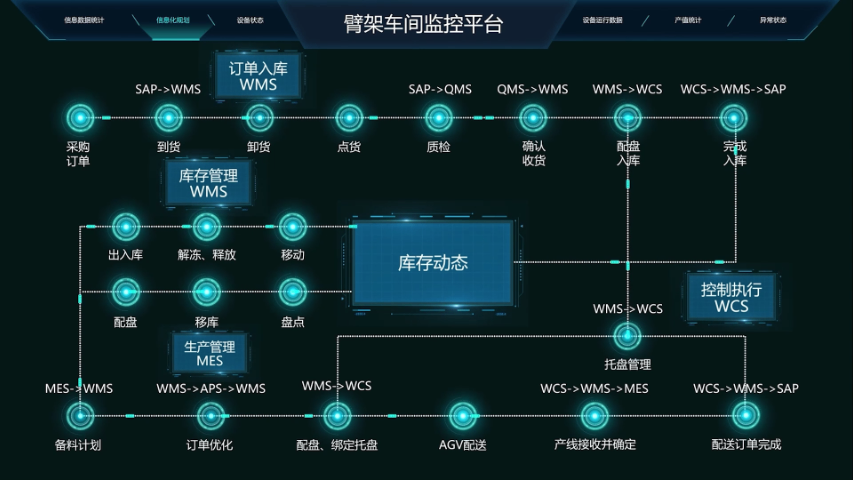
以下是智能仓储系统的一些主要特点:1. 信息化管理:部署仓库管理系统(WMS)和企业资源计划(ERP)系统,实现数据的实时同步和分析,优化库存管理,减少过剩或缺货情况。2. 环境监控:安装温湿度传感器和光照控制系统,实时监控仓库环境,确保存储条件符合标准,保护货物质量。3. 智能决策支持:利用大数据分析技术,对库存水平、出入库频率等进行分析,为管理层提供决策支持,实现精细化管理。4. 灵活扩展性:智能仓储系统设计考虑未来扩展,易于增加存储单元或升级技术,适应业务增长和变化。RFID技术在入库、出库和盘点环节大幅提升效率。中山生活用纸智能仓储管理系统
无线智能终端实现库房全区域的移动作业覆盖。苏州货架智能仓储
企业运营过程中面临着各种风险,如市场波动、库存积压、设备故障等。智能仓储通过精细的库存管理和数据分析,能够帮助企业更好地应对市场波动风险。通过实时掌握库存动态和市场需求变化,企业可以及时调整生产和采购计划,避免库存积压或缺货现象的发生。同时,智能仓储系统对设备运行状态进行实时监测,通过故障预警和预防性维护,降低设备突发故障的风险,确保仓储作业的连续性。此外,智能仓储的数据备份和恢复功能,以及完善的安全防护系统,能够有效应对数据丢失、火灾等风险,保障企业的正常运营,降低运营风险带来的潜在损失。苏州货架智能仓储