- 品牌
- JWIM
- 型号
- 仓储
- 加工定制
- 是
- 产地
- 江苏常州
- 厂家
- 江苏金旺智能科技有限公司
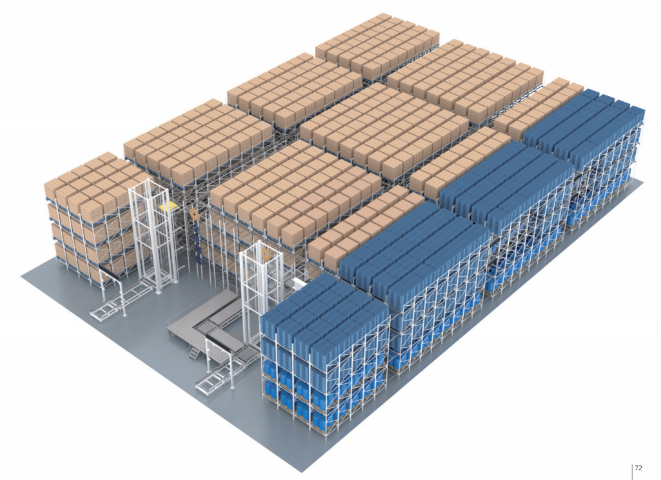
四向车密集仓储系统是一种采用智能四向穿梭车进行货物搬运与存储的高密度仓库解决方案。这些穿梭车如同“仓储全能选手”,可在横向与纵向轨道上灵活移动,动态优化货位布局,实现高达85%的空间利用率,远超传统货架35%。应用于液体肥料存储时,系统能根据肥料的腐蚀特性,自动分配对应的耐腐蚀货架;其行驶速度达2.5米/秒,每小时可高效完成60次存取任务。此外,系统集成的智能消防装置与穿梭车实时联动。一旦探测到火情,穿梭车能在10秒内自动将货物转移至安全避险区域,其响应速度比依赖人工的传统仓储疏散方式快百倍,大幅提升了仓储作业的安全性。宽度一厘米,深度一公里,不断推出成就客户的产品和服务!江苏饮料仓储厂家供应

RGV有轨小车是一种沿轨道运行的自动化运输装备,能够实现物料的快速搬运和准确定位。在智能仓储场景中,RGV小车的运行速度可达1.5m/s,定位精度为±5mm,能够在20秒内完成50米距离的物料搬运,其效率是人工叉车的4倍。小车配备了激光防撞系统,遇障碍物时可在0.5秒内紧急制动,确保运行安全;同时,支持多车调度,通过WCS系统智能分配任务,有效避免路径矛盾。某仓库的应用案例显示,RGV有轨小车使物料周转效率提升了55%,仓储人力成本降低了60%,并且由于定位准确,货物装卸过程中无碰撞损耗,物料完好率达到了100%。河南仓储销售厂家分拣自动化是依靠系统和设备自动识别、分类货物的高效分拣方式。

缓冲罐是起到缓冲作用的罐体。在农药灌装生产线中,缓冲罐像“流量调节器”,存储一定量的药液,平衡前后工序的流量差异,容积设计为灌装机每分钟灌装量的2倍。某生产线案例显示,当理瓶机速度波动时,缓冲罐能维持灌装机的稳定供液,避免因供液不足导致的停机,使生产线的整体效率提升25%;缓冲罐配备液位传感器,当液位低于下限值时自动启动前道工序补料,高于上限值时自动暂停,实现了“自动调节、稳定生产”,且缓冲罐的搅拌装置使药液保持均匀,避免沉淀,确保灌装的药液浓度一致。
金旺智能聚焦农化智能工厂,以理念、准则驱动,销售业绩呈TOP增长。近年来,企业凭借技术优势与全案服务能力,市场份额持续扩大,年销售额增长率连续多年保持在30%以上,其中智能生产线设备销售额占比达70%,成为行业内增长很快的企业之一。在国内市场稳居头部地位的同时,企业积极拓展海外业务,产品已出口至20余个国家,国际市场影响力逐步提升。金旺智能通过不断提升产品质量和服务水平,赢得了国内外客户的普遍认可,在国际市场上展现了中国企业的实力和风采,为企业的全球化发展迈出了坚实的步伐。二层廊桥是搭建于二层空间,用于连接不同区域、实现物料运输的通道结构。

订单管理是对订单从创建到完成的全流程进行跟踪和处理,确保交易顺利的一项关键业务管理活动。在金旺智能的客户管理系统中,订单管理模块实现了从订单接收、生产排程、物流配送到售后反馈的全流程数字化管理。系统自动对接生产计划,例如在接到10吨除草剂水剂订单时,能够自动核算原料库存并安排生产线排产,其排产效率比人工操作高出10倍;同时,系统实时跟踪订单进度,并向客户推送生产状态和物流信息。该模块的应用使订单处理周期缩短了60%,订单交付准确率高达99.8%,客户满意度提升至98%,明显增强了企业的市场竞争力。金旺智能作为农化制剂服务商,2005 - 2023年销售业绩呈持续增长的成长态势 。江苏饮料仓储厂家供应
金旺智能秉持“为客户、员工、社会创价值”的初心,深耕农化智能工厂服务 。江苏饮料仓储厂家供应
包装车间码垛后端线边仓无人搬运系统是用于包装车间码垛后端线边仓,实现货物无人搬运的系统。在安徽科立华的农药生产线中,该系统由AGV小车与智能调度系统组成,AGV小车载重量1吨,运行速度1.2m/s,可自动往返于码垛机与线边仓之间。系统根据码垛进度实时调度AGV,当满垛完成时,AGV自动将货物运至线边仓指定货位,无需人工干预。该系统使码垛后端搬运效率提升70%,人力成本降低80%,且因搬运路径优化,货物碰撞损耗率从2%降至0.2%,同时线边仓库存准确率达100%,为后续仓储管理奠定了良好基础。江苏饮料仓储厂家供应