- 品牌
- 狮拓
- 型号
- 齐全
- 接口类型
- DisplayPort,SCSI,IPOD,HDR,DVI,BNC,HDMI,D-SUB(VGA)
- 读卡类型
- MSMicro(M2),Micro,MS
- 加工定制
- 是
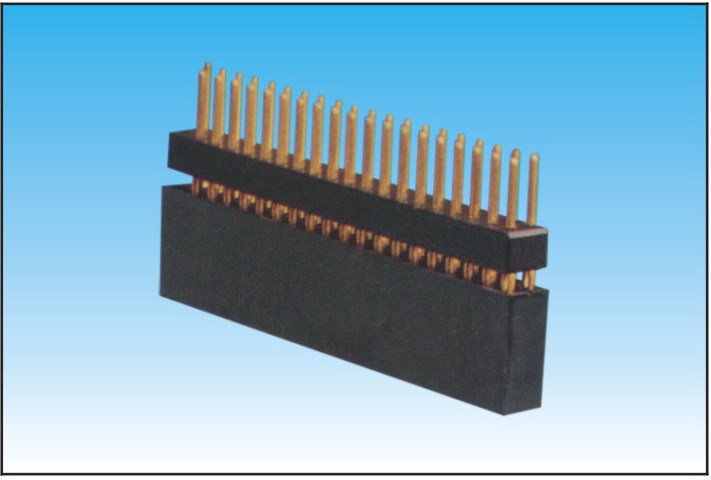
在生产过程中,塑胶基座的注塑成型工艺至关重要。注塑温度、压力、时间等参数的精确控制,决定了塑胶基座的尺寸精度、强度和绝缘性能。金属端子的冲压和电镀工艺也不容忽视,冲压工艺要保证端子的尺寸精度和形状一致性,电镀工艺则要确保镀层均匀、厚度适中,以提子的电气性能和耐腐蚀性能。生产完成后,还需经过严格的检测流程,包括外观检查、尺寸测量、电气性能测试等,只有通过全部检测的排母才能进入市场,确保产品质量符合标准。随着电子技术的飞速发展,排母的技术创新也从未停止。物联网设备排母低功耗设计,信号传输稳定,适配无线通讯模块。1.27MM90度排母
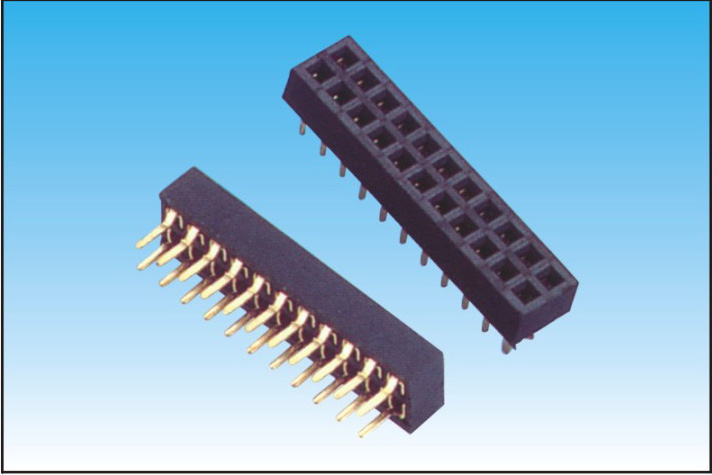
获得认证的排母不需在材料选择上采用耐高温尼龙与抗腐蚀合金,生产过程中还要实施严格的过程控制,确保每批次产品的一致性与可靠性。排母的可焊性直接影响电子设备的组装良率。焊盘氧化、镀层厚度不均等问题,易导致虚焊、冷焊缺陷。行业通过表面贴装技术(SMT)工艺优化,采用氮气保护回流焊,降低焊接过程中的氧化风险;同时,对排母引脚进行镀锡前处理,增加浸润性。针对特殊应用场景,还开发出预涂助焊剂排母,简化焊接工序,提升生产效率。1.27mm排母生产厂家排母结构坚固防断裂,抗拉强度≥100N,安装后不易脱落。
例如,根据模型计算,在高温高湿环境中,普通排母的预期寿命为2年,而经过特殊防护处理的排母可延长至5年。这些数据帮助企业优化设计方案,平衡性能与成本,制定合理的产品质保策略。排母的行业标准推动了产业协同发展。IEC60352-1、JISC5015等国际标准,统一了排母的尺寸规格、性能测试方法与标识规范,确保不同厂商的产品具备互换性。国内企业积极参与标准制定,将本土技术优势融入行业规范,推动排母产业从“制造”向“智造”升级。标准化的建立不降低了产业链沟通成本,还促进了产学研合作,加速新技术在排母领域的应用与推广。
为了满足高速信号传输的需求,新型排母采用了差分信号传输技术和阻抗匹配设计,能够有效降低信号传输过程中的损耗和干扰,实现更高频率、更高速率的信号传输。在材料方面,不断研发新型的高性能塑胶材料和金属材料,以提升排母的综合性能。例如,新型塑胶材料具有更高的耐热性和机械强度,金属材料则具备更好的导电性和抗氧化性。同时,排母的结构设计也在不断优化,如采用双排、多排设计以及表面贴装(SMT)技术,以满足不同电子设备的安装和使用需求。排母的市场竞争日益激烈,各大厂商纷纷通过提升产品质量和服务水平来增强竞争力。排母基座选用 UL94V-0 阻燃材质,防火防燃,符合电子行业安全标准。

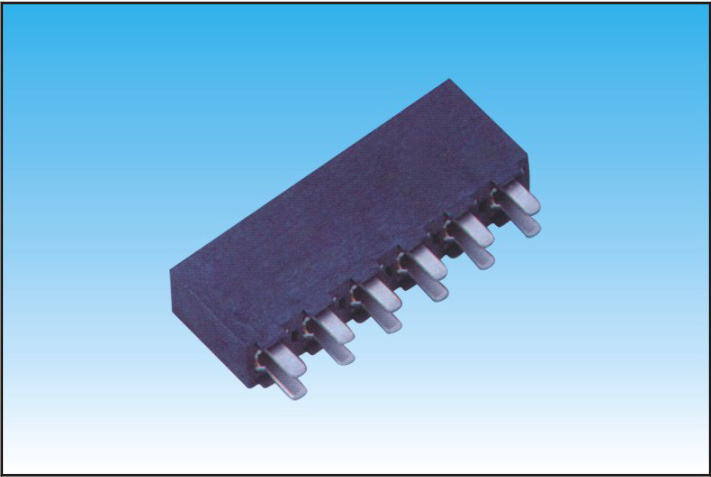
直插式排母适用于一些对安装精度要求不高、维修方便的设备,其安装过程相对简单,但占用的电路板空间较大。表面贴装式排母则凭借其小尺寸、高密度安装的优势,应用于现代小型化、高密度的电子设备中。在焊接工艺方面,无论是波峰焊还是回流焊,都需要严格控制焊接温度、时间等参数,确保排母与电路板之间形成良好的电气连接和机械连接,避免出现虚焊、短路等焊接缺陷。排母的选型是电子工程师在设计电路时的重要环节。选型过程中,需要综合考虑多个因素。首先是电气性能,根据电路的工作电压、电流、信号频率等要求,选择合适的排母规格,确保其能够满足信号传输和电流承载的需求。排母标准化生产,跨品牌跨设备兼容,方便设备维护与升级。排母座批发
排母抗干扰设计,屏蔽外部信号干扰,保障设备稳定运行。1.27MM90度排母
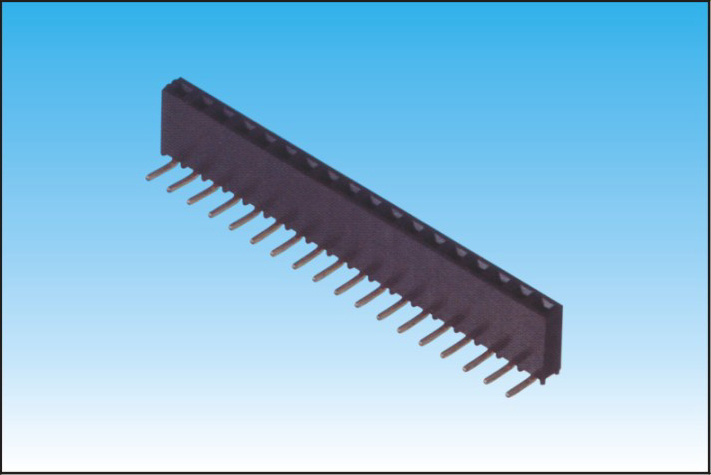
通过在塑胶基座内嵌金属屏蔽层,或采用导电橡胶密封圈,可形成完整的屏蔽腔体,将辐射强度降低20dB以上。部分排母还集成滤波电容,在引脚端对高频噪声进行抑制,确保设备满足EN55032等电磁兼容标准,避免对周边电子设备产生干扰。排母的插拔寿命测试模拟了设备全生命周期的使用场景。标准测试要求排母经受5000次以上的插拔循环,仍保持接触电阻稳定、端子无变形。测试设备通过伺服电机精确控制插拔力与速度,同时监测每一次插拔过程中的接触电阻变化曲线。对于航空航天等高可靠性领域,插拔寿命要求更是提升至10万次以上,这倒逼企业采用特殊合金材料与耐磨镀层工艺,延长排母的服役周期。1.27MM90度排母
从成本角度考量,排母具有一定优势。相较于一些、复杂的连接器,排母的结构相对简单,生产工艺成熟,这使得其制造成本得以有效控制。在大规模生产的情况下,排母的单价能够保持在较低水平。对于消费电子厂商而言,这意味着在保证产品质量的前提下,可降低生产成本,提高产品的市场竞争力。以一款年产量数百万台的平板电脑为例,选用成本较低的排母作为连接器件,可降低整机的物料成本。同时,排母的通用性强,不同厂家生产的同规格排母通常可以相互替换,这也减少了电子设备制造商的库存管理成本。排母在恶劣环境下的适应性是其重要特性。在高温环境中,如汽车发动机舱内,温度可高达80℃甚至更高,排母所采用的耐高温塑胶基座和金属端子能够正...
- 侧插排母报价 2026-03-07
- 5.08MM排母生产厂家 2026-03-07
- 四排母价格 2026-03-07
- 2.0MM贴片插座 2026-03-07
- 2.0MM双排排母生产厂家 2026-03-07
- 1.0MM弯排插座报价 2026-03-07
- 弯的排母报价 2026-03-07
- 5.08MM弯排插座报价 2026-03-07
- 1.0MM双排插座批发 2026-03-06
- 1.27MM单排插座厂家 2026-03-06
- 2.0MM弯排插座报价 2026-03-06
- 1.27MM双插座报价 2026-03-06
- 0.8MM双排插座生产厂家 2026-03-06
- 3.96 排母厂家 2026-03-06
- 1.0MM直插插座厂家 2026-03-06
- 1.0MM双排插座供应 2026-03-05



- 河南汽车连接器批发 03-07
- 四排母价格 03-07
- 广东5.8mm汽车连接器厂家 03-07
- 2.0MM贴片插座 03-07
- 2.0MM双排排母生产厂家 03-07
- 1.0MM弯排插座报价 03-07
- 弯的排母报价 03-07
- 5.08MM弯排插座报价 03-07
- 1.0MM双排插座批发 03-06
- 1.27MM单排插座厂家 03-06