在复杂的工业生产环境中,产品表面材质、颜色和形状的多样性,对检测设备的光照条件提出了更高要求。全自动 CCD 平面与尺寸检查机采用多光源协同检测技术,配备环形光源、条形光源、背光源等多种类型光源,通过智能控制系统实现不同光源的灵活组合与切换。例如,对于反光性较强的金属产品,采用低角度环形光源可有效抑制反光,清晰凸显表面划痕和凹坑;针对透明或半透明材料,背光源则能突出内部缺陷和边缘轮廓。多光源协同工作不仅能消除检测盲区,还可根据产品特征自动调整光照强度和角度,使 CCD 相机获取对比度更高、细节更丰富的图像。这种技术极大提升了检测的准确性和稳定性,无论是精密五金、塑胶制品还是玻璃制品,都能实现高质量的平面与尺寸检测,为多样化的生产需求提供可靠的质检保障 。想提高平面尺寸检测效率?全自动 CCD 检查机,快速检测不等待。台州新款全自动CCD平面与尺寸检查机

电磁干扰:强电磁干扰可能会影响CCD相机和其他电子设备的正常工作,导致图像失真或检测结果错误。因此,需要采取屏蔽措施来减少电磁干扰对检查机的影响。四、人为因素操作规范:操作人员需要严格按照设备的操作规范进行操作,避免因操作不当导致检测精度下降。例如,正确放置被检测物体、调整相机参数、进行校准等操作都需要按照规范进行。维护保养:定期对检查机进行维护保养可以确保设备的性能稳定,提高检测精度。维护保养包括清洁光学系统、检查机械结构、更新软件等。例如,定期清洁相机镜头可以避免灰尘和污渍对图像质量的影响。佛山全自动CCD平面与尺寸检查机哪里有生产线上的品质卫士,全自动 CCD 平面与尺寸检查机,检测超给力。

多路巡检仪故障排查方法多路巡检仪常见故障及排查方法如下。定点不检测,如无采样脉冲,检查采样振荡器及其控制管有无故障,电铃单稳是否正常;如有采样脉冲,检查采样板个位十进制计数器及其触发电路。采样点序不正常,个位只显示奇数点或偶数点,检查奇数或偶数反相器。十位停在一点不进位,检查采样板十位四进制计数器级双稳电路及十位译码器第二组、第四组二极管性能是否正常。采样点序正常,某一数字不亮检查是否数码管损坏或该位数字驱动器损坏。后一情况若是十位,尚应检查相应的跟随器。采样点序正常个位或十位有重字或某一位数有微亮检查相应的译码器二极管是否断开,驱动三极管是否损坏(或特性变坏)干簧矩阵隔离二极管是否变坏,分组检查二极管性能是否变坏,多路巡检仪的驱动器上隔离二极管性能是否变坏。
该款全自动 CCD 平面与尺寸检查机针对新能源电池极片生产进行定制开发。设备搭载线扫描 CCD 相机,配合激光三角测量技术,可同时检测极片的平面度、厚度均匀性及边缘尺寸。其多光谱成像系统能识别极片表面的涂布缺陷、划痕等问题。检测速度高达 2m/s,满足极片高速生产线上的在线检测需求。自动纠偏机构可根据检测结果实时调整极片位置,确保后续工序的加工精度。设备的智能摆盘系统支持不同规格极片的混线生产,通过条码识别技术自动匹配检测参数。此外,设备具备数据统计分析功能,可生成极片平面度与尺寸分布直方图,为工艺优化提供数据支持,助力新能源企业提升电池产品质量与生产效率。全自动 CCD 平面与尺寸检查机,快速检测平面尺寸,问题全发现。
同时,房间选址也应该远离中频炉、变压器等高频发生装置,要求实验室电磁干扰小、抗电磁场干扰、RF信号衰减大于10³。在实验室设计中,主要考虑噪声、含尘量、门、地面、湿度、温度等因素,要尽量做到环境好一点,尘土少一点,仪器应避免阳光直射,要远离化学腐蚀性气体、冷热通风口。全自动CCD平面与尺寸检查机温度要求全自动CCD平面与尺寸检查机对温度有一定的要求。一般来说,环境温度尽量保持在相对稳定的范围内,例如20℃±1℃。如果温度偏高或偏低,会影响机器的精度调整自定义检测模板,快速换型,适应多品种工件混线检测。清远全自动CCD平面与尺寸检查机保养
兼容金属塑料陶瓷,检测数据可追溯,助力质量分析与工艺改进。台州新款全自动CCD平面与尺寸检查机
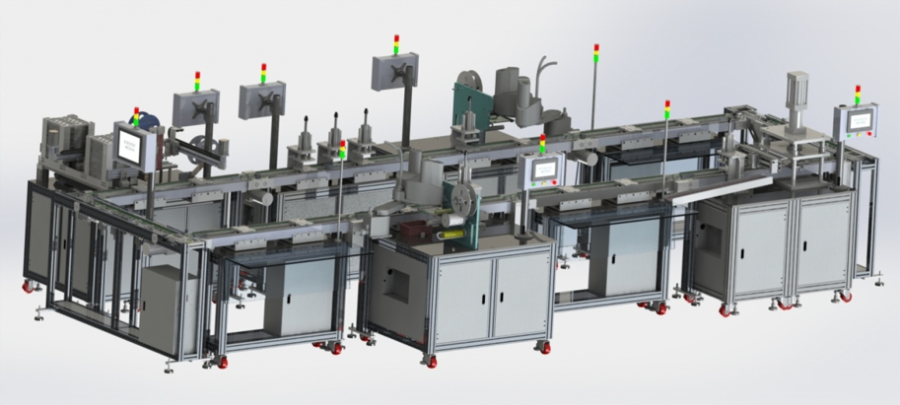
面对市场需求的个性化和多样化,柔性化生产成为制造业发展趋势。全自动 CCD 平面与尺寸检查机为柔性化生产线提供了完善的适配方案。其模块化设计使硬件可快速更换和重组,软件系统支持参数化配置,能够在短时间内完成不同产品的检测程序切换。例如,在 3C 产品生产线上,从手机外壳检测切换到平板电脑外壳检测,只需更换部分机械夹具和调整检测参数,设备即可投入运行。同时,设备可与 AGV(自动导引车)、机器人等智能物流设备无缝对接,实现产品的自动上下料和流转。通过与 PLC、MES 系统的深度集成,检查机可根据生产计划自动调整检测任务,实时反馈质量数据,助力企业实现柔性化生产过程中的高效质量管控,提升生产线的灵活性和响应速度。台州新款全自动CCD平面与尺寸检查机