不需要频繁更换电容或进行大规模的维修,减少了设备停机时间,保证了生产的连续性,从而确保焊接质量稳定且可控,有效杜绝了焊接不牢固的现象。同时,电压的控制精度能够达到1V,这种高精度的电压控制能够根据不同的焊接需求精确调整焊接能量。在焊接汽车车身配件螺母这种对精度要求较高的操作中,精确的电压控制可以确保焊接点的能量输入恰到好处,避免能量过高导致螺母焊接过度变形或者能量过低导致焊接不牢固的情况,从而实现高质量的焊接效果。2.生产效率的提升:电流能够快速上升,这得益于中压电容储能电阻焊工艺独特的电路设计。在焊接开始瞬间,电容迅速释放储存的电能,使得电流能够在极短的时间内达到焊接所需的强度。这种快速上升的电流能够迅速使焊接部位达到焊接所需的温度,很大程度缩短了焊接过程中的预热时间。焊接时间大幅缩短,由于电流上升迅速且能量供应精确,整个焊接过程所需的时间相较于传统焊接工艺明显减少。具体而言,生产效率较之前提升了两倍。例如,原本需要较长时间才能完成一个螺母的焊接工序,现在在相同的时间内可以完成更多的焊接任务。这对于大规模的汽车配件生产来说,意味着在单位时间内能够生产出更多的合格产品。焊机4 kHz逆变,引弧0.1秒,起弧不等待。四川储液器焊机大概价格

有效提高了生产线的整体产出能力,满足了汽车制造行业对于高效生产的迫切需求。3.成本的降低:减少了焊接工序设计,中压电容储能电阻焊工艺简化了焊接流程。传统焊接工艺可能需要多个复杂的工序来确保焊接质量,而这种创新工艺通过其独特的能量控制和焊接机制,能够在较少的工序下实现同样甚至更好的焊接效果。这不仅减少了工人在每个工件上花费的操作时间,还降低了因工序繁琐可能导致的出错概率。设备机身采用紧凑的结构设计,这一设计理念是基于中压电容储能电阻焊工艺的特性而精心打造的。紧凑的机身结构意味着设备在工作场地中占用的空间更小。在汽车制造车间这种空间有限且需要布局众多设备的环境中,节省的每一寸空间都具有重要意义。它可以为企业留出更多的空间用于其他生产设备的布局或者物料的存放,提高了整个车间的空间利用率。省去了攻丝回牙和补焊工序,这是中压电容储能电阻焊工艺的一大优势。攻丝回牙工序在传统焊接工艺中是为了保证螺母与焊接部位的螺纹匹配,但在这种创新工艺下,由于焊接质量的提高,不再需要这一工序。补焊工序通常是因为传统焊接中可能出现焊接不牢固或焊接缺陷而进行的二次焊接,而本工艺稳定的焊接质量避免了这种情况的发生。海南储液器焊机是什么节拍提升30%,同样产能,班次减少,人工直降。

在电机行业的生产制造领域,焊接工艺被普遍运用,且焊接部件需要满足强度和精度高的焊接要求。而电阻焊凭借自动化程度高、高速低耗环保、焊接变形小以及操作简便等特性,与电机行业的生产需求高度契合,当前在马达转子、驱动电机、马达定子以及新能源电机等焊接场景中得到了普遍应用。在焊接质量直接关系到设备的导电性能、机械强度和长期可靠性。一、电机基础知识科普汽车电机一般由三部分组成:定子、转子、壳体,而电机技术的关键点就在定子、转子。从结构层面解析,传统电机架构遵循电磁学基本原理:定子组件(固定线圈绕组)与转子部件(搭载永磁体或电磁体)构成动力源双核。当电流通过定子绕组时,瞬间激发的旋转磁场如同无形的"磁力推手",精确驱动转子完成圆周运动,将电能转化为推动车辆前行的物理动能,实现能源利用效率与动力性能的完美平衡。由此看出定子组件的焊接线在整个电机制造过程中扮演着不可或缺的角色。具体电机分为直流电机和交流电机,一般电动汽车是交流电机,电瓶车为直流电机。交流电机根据转子与定子之间的相对转速又可以分为同步交流电机和异步交流电机。一般来说。
随着现代工业技术的飞速发展,焊接技术作为连接金属或非金属材料的重要手段,在航空航天、汽车制造、家用电器等领域发挥着至关重要的作用。焊接质量的好坏直接关系到产品的安全性、可靠性和使用寿命。因此,对焊接质量进行实时监控,确保焊接过程的稳定性和可靠性,成为现代工业生产中不可或缺的一环。焊接质量实时监控至关重要焊接质量实时监控是指通过传感器、图像处理等技术手段,对焊接过程中的温度、电流、电压、速度等关键参数进行实时采集、分析和处理,从而实现对焊接质量的实时监控和预警。这种监控方式对于提高焊接质量、降低生产成本、保障生产安全具有重要意义。1.焊接质量实时监控能够及时发现焊接过程中的异常情况,如焊接温度过高、电流过大等,从而避免焊接缺陷的产生,提高焊接质量。2.实时监控可以实时调整焊接参数,使焊接过程更加稳定,降低废品率,提高生产效率。3.实时监控还能够为焊接工艺的优化提供数据支持,推动焊接技术的不断进步。焊接质量实时监控的发展焊接质量实时监控技术的发展经历了从人工检测到自动化、智能化的转变。早期的焊接质量监测主要依赖于人工目视检测和抽样检验。模块化围栏,产能旺季加2工位,淡季拆1位。

如使用低氢型焊接材料、烘干焊接材料等;焊后及时进行后热消氢处理,后热温度一般在200-350℃,保温时间根据焊件厚度确定。对于热裂纹,调整焊接材料成分,降低焊缝中低熔点共晶物的含量;优化焊接工艺参数,减小焊接应力,如采用较小的焊接电流、较快的焊接速度等。(二)接头软化技术难点:在焊接热影响区,由于热循环的作用,热成型钢的组织会发生变化,导致强度和硬度降低,即接头软化现象。这会严重影响焊接接头的承载能力和整体性能。解决方法:选择合适的焊接方法,如激光焊、电子束焊等能量密度高的焊接方法,可有效减小热影响区的宽度和受热程度,降低接头软化的程度。同时,优化焊接工艺参数,控制热输入,尽量减少对热影响区组织的影响。对于已经出现接头软化的情况,可以通过焊后适当的热处理,如回火处理,来恢复接头的部分性能。(三)气孔问题技术难点:焊接过程中,气体侵入焊缝或冶金反应产生的气体未能及时逸出,会在焊缝中形成气孔。气孔的存在会降低焊缝的致密性和强度,影响焊接接头的质量。解决方法:确保焊接材料的干燥,避免受潮;加强焊接过程中的气体保护,选择合适的保护气体和气体流量,保证气体保护的有效性。合理控制焊接工艺参数。机器人臂展2 m,大中小工件不用换臂。安徽储液器焊机厂家供应
能效对标一级,节能补贴,设备更便宜。四川储液器焊机大概价格
1.生产率高,无噪音和有害气体,在大规模生产中,可与其他制造工艺一起安排在装配线上。但闪光对焊由于火花飞溅,需要隔离。2.操作简单,易于实现机械化和自动化,改了工作条件。3.不需要焊丝、焊条等填充金属,以及氧气、乙炔、氩气等焊接材料,焊接成本低。4.加热时间短,热量集中,因此热影响面积小,变形和应力小,焊接后通常不需要安排校正和热处理过程。5.熔核形成时,总是被塑性环包围,熔融金属与空气隔离,冶金工艺简单。电阻焊机是一种将焊接工件压在两个电极之间并与电流连接的方法,利用电流通过工件接触面和相邻区域产生的电阻热将其加热到熔化或塑性状态,从而形成金属组合。点焊时,工件*在有限的接触面上,即所谓“点”顶部焊接,形成一个扁平的球形熔合。点焊可分为单点焊和多点焊。当多点焊接时,使用两对以上的电极在同一过程中形成多个熔核。接缝焊接类似于点焊接。在缝焊过程中,工件通过两个旋转的圆盘电极(滚子),形成连续的连续焊接。凸焊是点焊的一种变体。在工件上有一个预制的凸点。在凸焊过程中,一个或多个熔核可以一次在接头上形成。在对焊过程中,两个工件端面接触,电阻加热和压力后沿整个接触面焊接。四川储液器焊机大概价格
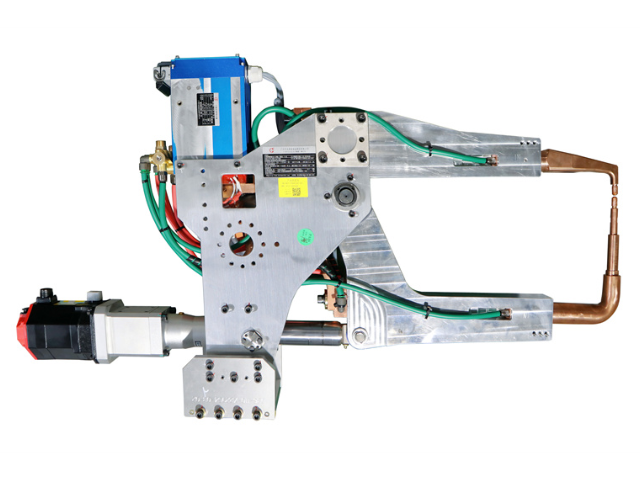
0520-汽车行业科普-点焊焊钳点焊焊钳——藏在车身里的“隐形裁缝”,亨龙带你揭秘焊钳的全线...
【详情】还可以为生产决策提供有力支持。焊接质量实时监控技术的未来未来,焊接质量实时监控技术将继续向智...
【详情】在现代制造业蓬勃发展的当下,焊接技术作为关键工艺,对于产品的质量、生产效率以及成本控制起着至...
【详情】如使用低氢型焊接材料、烘干焊接材料等;焊后及时进行后热消氢处理,后热温度一般在200-350...
【详情】原始的技术配置是焊机具有长期价值的关键因素,亨龙智能电阻焊机的**技术配置包括:①中频逆变直...
【详情】在工业制造的庞大体系中,焊接技术一直扮演着至关重要的角色。从汽车的生产制造到各类工业产品的组...
【详情】