张力控制是覆膜铁生产线稳定运行、保证产品质量(如膜不拉伸、不起皱)的生命线。该系统通常采用多级、全闭环的精密控制架构。在放卷端(包括金属板和薄膜放卷),普遍使用磁粉制动器或离合器,通过检测摆动辊或张力传感器的反馈信号,实时调整制动扭矩,以维持放卷张力的恒定。在生产线中部的引入、引出段,以及复合段前后,会设置多个由伺服电机驱动的浮辊式张力检测站。这些浮辊在材料张力变化时会产生位移,位移信号被迅速反馈至控制系统,动态调节驱动电机的速度或扭矩,形成精确的张力闭环。收卷部分则采用磁粉离合器或带张力锥度控制的伺服电机,确保卷材在直径不断增大的过程中,收卷张力既恒定又可按预设曲线渐变,从而获得整齐紧实的料卷。先进的系统采用“集中式数控”和动态PID控制模式,能够完美协调全线各单元在启动、升速、稳速运行、减速及停车等所有动态过程中的张力平衡,防止因张力突变造成的材料拉伸、堆叠或断裂。江阴和信公司的HXF-1000生产线便采用了四级浮辊式电机联动张力控制系统,实现了高精度与高灵敏度的张力管理。科艺机电科技节能型覆膜铁生产线降耗明显,助力绿色生产,敬请垂询报价。江西金属覆膜铁生产线厂家

覆膜铁生产线的故障诊断系统是保障设备稳定运行、减少停机时间的关键技术,其关键作用是实时监测设备运行状态,快速定位故障根源并提供解决方案。该系统通过在生产线的关键部位,如电机、热压辊、导向装置、传动系统等,安装温度传感器、振动传感器、压力传感器等检测元件,实时采集设备的运行参数,如温度、振动频率、压力、电流等,并将这些参数传输至控制系统。控制系统通过预设的故障判断标准,对采集到的参数进行实时分析,一旦发现参数超出正常范围,立即判断为故障状态,并发出声光预警信号,同时在监控终端显示故障部位、故障类型以及可能的原因。福建金属卷材覆膜铁生产线销售厂家高速覆膜铁生产线运行稳定高效,膜层贴合紧密无气泡,保障产品优良率。

温度是影响覆膜铁复合质量(如附着力、外观平整度)的关键工艺参数,其控制系统要求极为精确。生产线的加热系统是多段式的。首先是金属基板的预热,可采用热风循环烘箱或感应加热器,将基板从室温均匀加热至工艺温度(高温工艺约250℃),预热温度必须稳定,以确保后续热熔效果一致。关键的复合辊(钢辊)通常采用内部油加热或电加热方式,并由外置的高精度温控装置(如油加热箱)保障其表面温度均匀稳定在设定值,例如可达240℃。温度测量多采用非接触式红外测温仪或高精度热电偶,实时反馈数据给PLC。加热系统设计注重节能与安全,例如烘箱采用多段单独温区控制、二次回风技术以节约能源,并设计为负压状态防止热风外溢,同时设置前置排风系统,将初期可能挥发的物质直接排出而不参与循环,保障安全。对于低温粘合工艺,其烘箱温度则控制在较低范围(如100℃以下),主要目的是蒸发胶粘剂中的溶剂,风速设计较高(如30m/s)以营造低温快速干燥的环境。宝钢在建设其高级覆膜铁机组时,就对厂房洁净度有极高要求(覆膜室达1万级),这也从侧面反映了对环境温湿度等参数的严苛控制。
覆膜铁生产线的覆膜复合单元是关键工艺环节,其性能直接决定膜层贴合质量与产品综合性能。该单元主要由加热系统、热压辊、压力调节装置等组成,关键工作原理是通过加热使高分子膜层熔融,再通过热压辊施加压力实现膜层与基材的紧密结合。加热系统需精确控制温度,根据膜材类型不同,加热温度通常在150-250℃之间,确保膜层充分熔融且不发生降解;热压辊采用特种合金钢材质,经过精密加工与热处理,具备均匀温度分布与优异导热性能,辊面粗糙度控制在Ra0.1-0.3μm,避免划伤膜层;压力调节装置可根据基材与膜材特性,精确调节贴合压力,范围通常在0.5-5MPa。此外,覆膜复合单元还配备膜材张力控制系统,确保膜材平稳输送,避免拉伸变形,保障膜层贴合的均匀性与平整度。覆膜铁生产线的张力控制系统,保障卷材输送平稳避免膜层拉伸变形。

覆膜铁生产线的自动化上下料系统是提升生产效率、减少人工干预的重要设备,其关键功能是实现基材的自动上料和成品的自动下料,形成完整的自动化生产流程。自动化上料系统采用机械臂或龙门式上料装置,能够将成卷的金属基材精确地放置到生产线的开卷机上,同时完成基材的初步定位和固定;对于平板基材,上料系统可通过吸盘式机械臂实现多片基材的堆叠上料,提升上料效率。自动化下料系统则根据产品的形态,如卷材或平板,采用相应的下料装置:对于卷材产品,下料系统可将收卷完成的卷材自动搬运至指定的存储区域。覆膜铁生产线的表面处理工艺,可增强板材与膜层的结合力延长使用寿命。黑龙江覆膜铁生产线设备
科艺机电科技防爆型覆膜铁生产线符合规范,适配危化场景,欢迎咨询参数。江西金属覆膜铁生产线厂家
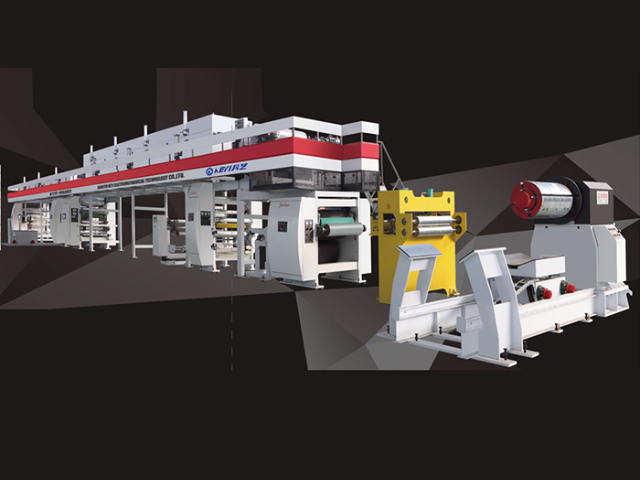
覆膜铁生产线是机、电、光、气一体化高度集成的自动化系统,由多个功能单元协同构成。其前端是金属基板处理单元,包括液压或机械式开卷机、焊接平台(用于连接前后卷材以实现连续生产)、S型张紧辊以及高精度纠偏系统,确保基板平稳、对中地进入产线。紧随其后的清洁单元可能采用吸尘、化学清洗或物理擦拭等方式,为覆合创造洁净的界面。加热单元是关键之一,可采用感应加热器、石英管加热炉或热风循环烘箱等形式,将基板快速、均匀地加热至设定工艺温度。薄膜处理单元同样复杂,包括薄膜放卷架、磁粉制动器或伺服电机驱动的精密张力控制系统,以及专为已印刷薄膜设计的导辊和二次纠偏装置。关键的覆膜单元通常由一个加热到精确温度的大直径钢辊和一个具有特定硬度(如邵尔A 70-75度)的橡胶压辊组成,形成高温高压的“钳口”完成复合。生产线后端设有冷却辊、出料S辊、质量检测站,以及液压或电动收卷机,将成品卷取。整线由控制系统(如PLC)集中指挥,实现对速度、张力、温度、压力等数百个参数的实时监控与闭环调节。江西金属覆膜铁生产线厂家
江阴市科艺机电科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的电工电气中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来江阴市科艺机电科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!