
- 品牌
- 诺荣
- 型号
- 齐全
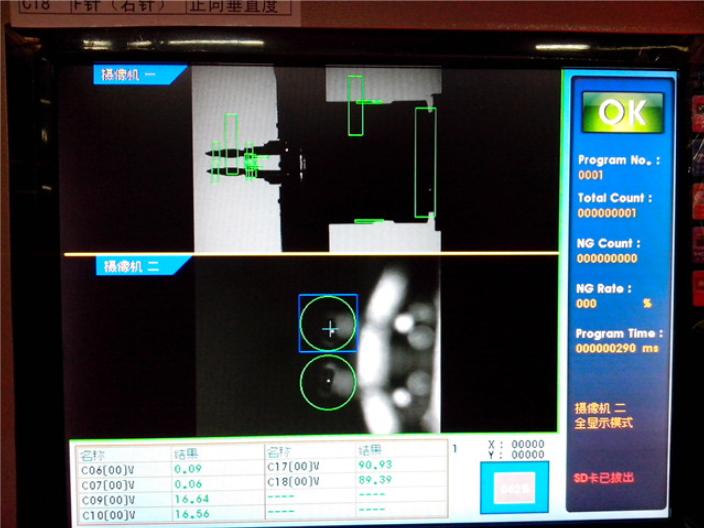
设备日志和产量记录是机器视觉检测设备的重要组成部分。设备日志记录了设备的开机时间、运行状态、故障报警等关键信息,有助于维修人员及时了解设备的运行情况和维护历史。通过对设备日志的分析,企业可以预测设备的潜在故障并提前采取措施进行预防维护,从而降低设备故障率并延长设备使用寿命。同时,产量记录则记录了每个班次的生产数量和质量情况,有助于生产管理人员了解生产进度和计划执行情况。通过对产量记录的分析,企业可以优化生产流程、提高生产效率并降低成本。因此,设备日志和产量记录在机器视觉检测中发挥着不可或缺的作用。表盘视像标定设备在机器视觉检测设备中,使用定位技术,快速校准表盘的坐标,确保检测无误。杭州人工智能机器视觉检测设备出厂价
机器视觉检测设备
食品包装行业中的视觉检测:安全与卫生的守护者在食品包装行业,视觉检测设备成为了确保产品安全与卫生的关键工具。它们通过捕捉食品包装的高清图像,利用图像识别技术,能够实时监测包装上的标签信息、生产日期、保质期等关键信息,确保每一包食品都符合法规要求。同时,视觉检测设备还能检测出包装上的破损、污染、异物等缺陷,有效避免了不合格产品流入市场,保障了消费者的健康权益。特别是在自动化包装生产线上,视觉检测设备的引入**提高了检测效率,减少了人工干预,降低了人为错误的风险。通过实时监测和反馈,视觉检测设备还能够指导生产线及时调整包装工艺,优化生产流程,确保食品包装的一致性和稳定性。这种智能化的检测方式,不仅提升了食品包装行业的整体质量水平,还为消费者提供了更加安全、卫生的食品选择。河北手机机器视觉检测设备现货借助定位手段,机器视觉检测设备里的表盘视像标定设备,快速校准表盘坐标,提高检测效率。

随着环保意识的不断提高和可持续发展理念的深入人心,机器视觉检测设备的制造商和用户都在积极探索可持续发展的策略。一方面,制造商正在研发更加节能、环保的设备材料和制造工艺,以降低设备在生产和使用过程中的能耗和排放。另一方面,用户也在积极采用机器视觉检测技术来优化生产工艺、减少废品率和资源浪费。通过精确控制生产过程中的各个环节,机器视觉检测设备有助于企业实现绿色生产和循环经济。这种可持续发展策略不仅符合国家的环保政策要求,也为企业的长期发展奠定了坚实基础。
人机协同 —— 新型质量管控模式机器视觉检测设备采用增强现实(AR)辅助系统,将检测结果以三维标注形式投射到工人视野中。当检测到隐蔽缺陷时,AR 眼镜自动高亮显示缺陷位置并提供修复建议。某航空航天部件厂通过这种方式,使返修效率提升 50%。同时,设备保留人工复核通道,质检员可通过触屏操作回溯检测过程,形成 "机器初筛 + 人工精检" 的智能混合模式。在医疗器械生产中,设备与人工复核的协同作业,确保了 0.02mm 的尺寸公差控制,满足 ISO 13485 标准要求。相比人工检测,机器视觉检测设备在精度上优势突出。
纺织行业中的视觉检测:品质与效率的双重提升在纺织行业,视觉检测技术的引入为纺织品的质量控制和生产效率带来了***提升。通过捕捉纺织品的高清图像,结合先进的图像处理和人工智能算法,视觉检测设备能够准确检测出纺织品上的瑕疵,如纱线断裂、污渍、色差等。特别是在***面料的检测中,视觉检测设备的优势尤为明显。它能够捕捉到面料上微小的瑕疵,确保每一批面料都符合***要求。同时,通过实时监测和反馈,视觉检测设备还能够指导生产线及时调整生产工艺,优化生产流程,提高纺织品的整体质量和生产效率。这种智能化的检测方式,不仅提升了纺织行业的整体竞争力,还为消费者提供了更加质量、时尚的纺织品选择。机器视觉检测设备里的表盘视像标定设备,依靠定位方法,快速确定表盘的坐标,方便检测。大连人工智能机器视觉检测设备生产
机器视觉检测设备里的表盘视像标定设备,依靠定位方法,快速确定表盘的准确坐标。杭州人工智能机器视觉检测设备出厂价
机器视觉检测设备内置SPC 统计过程控制模块,实时分析检测数据的 CPK 值(过程能力指数)。当某尺寸参数的波动超出控制线时,立即触发三级预警机制:黄灯提示操作工检查设备状态,红灯自动停机并推送维修工单至 MES 系统。某电子元件厂应用后,焊接缺陷率从 0.8% 降至 0.05%,设备停机时间减少 63%。通过 AI 算法预测设备维护周期,实现从定期维护向预测性维护的转型。在光伏组件生产中,设备通过 EL 图像分析,提前预判隐裂缺陷,降低组件衰减率 1.2%。杭州人工智能机器视觉检测设备出厂价
自动化装配线上的视觉引导:**与效率的双重提升在自动化装配线上,视觉检测设备的引入极大地提升了装配的**度和效率。这些设备通过捕捉工件的高清图像,利用图像识别技术,能够实时确定工件的位置、方向以及尺寸信息,为自动化机械提供精确无误的引导。在汽车零部件的自动化装配过程中,视觉引导系统能够准确识别并定位发动机缸体、变速箱组件等复杂部件,确保装配过程中的精确对位和紧密配合,有效避免了装配误差导致的性能下降或安全隐患。此外,视觉引导系统还能够根据装配进度实时调整机械臂的动作,优化装配流程,提高整体生产线的灵活性和响应速度。这种智能化的引导方式,不仅***提升了装配效率,还降低了人工操作的依赖,为制造业...
- 上海视像机器视觉检测设备品牌 2026-04-28
- 辽宁铝材机器视觉检测设备企业 2026-04-28
- 压力表机器视觉检测设备生产厂家 2026-04-28
- 大连手机配件机器视觉检测设备厂家 2026-04-28
- 深圳晶圆机器视觉检测设备批发价 2026-04-28
- 浙江智能机器视觉检测设备行情 2026-04-28
- 形位公差机器视觉检测设备销售商 2026-04-28
- 深圳机器视觉检测设备现货 2026-04-28
- 山西形位公差机器视觉检测设备供应 2026-04-28
- 杭州工业机器视觉检测设备销售商 2026-04-27




- 山西表面缺陷机器视觉检测设备报价 2026-02-04
- 浙江视像机器视觉检测设备生产 2026-02-04
- 宁波塑胶机器视觉检测设备企业 2026-02-04
- 青岛五金机器视觉检测设备价格 2026-02-04
- 深圳塑胶机器视觉检测设备供应 2026-02-04
- 浙江工业机器视觉检测设备供应 2026-02-04





- 福建压力传感器测试台品牌 05-04
- 北京智能型传感器测试台批发 05-04
- 呼吸管氦检设备销售商 05-03
- 浙江穿刺器氦检设备厂家直销 05-03
- 江苏直销氦检设备出厂价 05-03
- 青岛流量传感器测试台直供 05-03
- 杭州加速度传感器测试台销售商 05-03
- 广东工业传感器测试台出厂价 05-03
- 上海电机氦检设备报价 05-03
- 深圳振动传感器测试台供应 05-03