控制柜内强弱电线路需分开敷设,减少电磁干扰对控制信号的影响,强电线路(如主回路、动力回路)电流大、电压高,会产生较强的电磁场;弱电线路(如 PLC 信号线、传感器信号线)传输的控制信号微弱,若与强电线路近距离敷设,电磁场会干扰弱电信号,导致信号失真,影响控制柜控制精度,甚至出现误动作。分开敷设时需遵循 “物理隔离” 原则:强电线路和弱电线路分别穿入不同的线槽或线管,线槽 / 线管之间的距离不小于 150mm;若需交叉敷设,弱电线路需在强电线路上方或下方,且交叉处需加装金属隔板屏蔽电磁干扰;柜体内部布线时,强电线路沿柜体左侧或后侧敷设,弱电线路沿柜体右侧或前侧敷设,避免平行敷设。此外,弱电线路还可选用屏蔽线,屏蔽层一端接地,进一步减少电磁干扰,确保控制信号稳定传输,该要求在自动化控制控制柜、数据中心控制柜中尤为重要。阿罗仕融入智能诊断功能的控制柜,提前预警故障,减少突发停机损失。江苏eac控制柜哪家好

照明控制柜主要控制建筑照明回路,常配备漏电保护器和定时器,是保障建筑照明系统安全、节能运行的主要设备。在商业建筑、住宅小区、办公楼等场所,照明回路数量多、分布广,照明控制柜可实现对不同区域(如办公室、走廊、停车场)照明的分组控制,方便管理。漏电保护器是关键安全元件,当照明回路出现漏电(如灯具破损导致火线接地)时,能在 0.1 秒内切断回路电源,防止人员触电,尤其在潮湿的卫生间、地下车库等区域,漏电保护器的作用更为重要。定时器则能实现照明的自动开关,如设定走廊照明在傍晚自动开启、凌晨自动关闭,停车场照明分时段开启部分回路,大幅减少不必要的电能消耗,符合节能要求。此外,照明控制柜还会配备电流表、电压表,方便管理人员监测照明回路的电流、电压情况,及时发现回路过载等异常。南通生产控制柜哪里找阿罗仕控制柜均通过严格质量检测,性能稳定。如有需求,我们将竭诚为您服务。

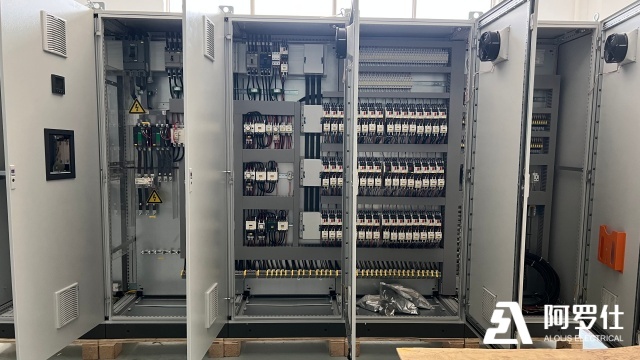
控制柜是集中安装电气控制元件,实现电路控制与安全保护的柜体设备。在工业生产与民用配电场景中,它能将分散的断路器、接触器、继电器等元件整合,避免元件裸露或分散安装导致的布线混乱、维护困难等问题。其电路控制功能可实现设备启停、转速调节、回路切换等操作,比如控制生产线电机的运行状态;安全保护功能则通过集成过载保护、短路保护、漏电保护等模块,在电路异常时快速切断电源,防止设备损坏和人员触电事故。无论是工厂车间的动力控制,还是商业建筑的配电管理,控制柜都是保障电气系统稳定、安全运行的主要设备。
控制柜的使用寿命通常为 10-15 年,定期维护可延长其使用周期,控制柜的使用寿命受材质、元件质量、使用环境和维护情况影响:若材质优良(如不锈钢柜体、元件)、使用环境温和(常温、干燥、无腐蚀)且维护到位,使用寿命可超过 15 年;若材质较差、使用环境恶劣(高温、高湿、高腐蚀)且缺乏维护,使用寿命可能不足 10 年。定期维护是延长使用寿命的关键,维护内容包括:每 3 个月检查散热系统(风扇、空调)运行状态,清理散热通道;每半年进行内部除尘,检查接线端子是否松动;每年进行绝缘电阻测试,检查绝缘材料是否老化;每 2 年检查密封胶条、联锁装置,更换老化的易损件(如密封胶条、指示灯)。此外,还需避免控制柜过载运行,根据负载变化及时调整元件参数或扩容,防止元件长期过载导致寿命缩短;若发现柜体变形、元件烧毁等严重问题,需及时维修或更换,避免故障扩大影响整体使用寿命。阿罗仕合规达标的控制柜,是您顺利通过生产审核、规避合规风险的重要保障。
控制柜的紧急停止按钮需安装在显眼位置,确保紧急情况快速断电,紧急停止按钮(简称急停按钮)是控制柜的重要安全元件,用于在设备出现故障、人员面临危险等紧急情况下,快速切断主回路电源,停止设备运行,避免事故扩大。安装位置需满足 “显眼、易触及” 原则:通常安装在控制柜柜门正面左侧或右侧,高度与操作人员站立时的手部高度相近(约 1.2m-1.5m),避免安装在柜体角落、被遮挡或需要弯腰 / 踮脚才能触及的位置;急停按钮颜色需为红色,按钮顶部需突出柜体表面,部分还需加装黄色警示圈,增强视觉辨识度,让操作人员在紧急情况下能快速定位。此外,急停按钮需采用 “蘑菇头” 式设计,按下后需顺时针旋转才能复位,防止操作人员误碰复位导致设备意外启动;急停按钮需直接控制主断路器,确保按下后能立即切断所有动力回路和控制回路电源,保障安全。阿罗仕符合行业规范的控制柜,助您通过安全生产检查,规避政策风险。江苏eac控制柜哪家好
阿罗仕控制柜筑牢安全防线,持有ISO9001、CCC、CE 等认证,可按行业标准定制生产。江苏eac控制柜哪家好
汽车生产线的控制柜需与机器人系统联动,实现自动化装配控制,汽车生产线自动化程度高,需通过控制柜与工业机器人(如焊接机器人、装配机器人、喷涂机器人)联动,完成汽车零部件的焊接、装配、喷涂等工序,确保生产效率和产品质量。联动控制的主要是通过 PLC 模块实现数据交互:控制柜内的 PLC 通过工业以太网(如 Profinet、EtherNet/IP)与机器人控制器连接,接收机器人发送的位置信号、状态信号(如机器人是否到位、是否完成作业),同时向机器人发送控制指令(如启动焊接、调整装配角度)。例如在汽车焊接工序中,控制柜控制工件输送线将工件送至指定位置后,向机器人发送 “焊接准备完成” 信号,机器人接收到信号后开始焊接,焊接完成后向控制柜发送 “焊接完成” 信号,控制柜再控制输送线将工件送至下一工序。此外,控制柜还需集成急停联锁功能,若生产线出现故障,急停按钮触发后,控制柜会立即向机器人发送停机指令,确保人员和设备安全。江苏eac控制柜哪家好



