热泵低温蒸发浓缩设备的运行过程中,物料浓度与黏度、物料成分、物料初始温度这三类主要特性,会直接影响设备的换热效率和蒸发速率,进而左右处理能力,。物料浓度与黏度这是影响处理能力的关键因素。当物料浓度过高时,溶质会提升溶液的沸点,使得相同真空工况下,水分蒸发需要更多热量;同时高浓度物料的黏度会明显增大,降低物料在换热面的流动速度,导致热量传递不充分,换热效率下降,设备实际处理能力会比处理清水时降低10%–50%。反之,浓度适中、黏度较低的物料,能在换热面形成均匀的流动膜,热量传递效率高,设备可达到额定处理能力。低温蒸发浓缩设备该咋选?苏州智康环保科技有限公司高质量之选,严格工艺把控,适配各类浓缩需求!原料低温蒸发回用装置应用案例

热泵低温蒸发浓缩设备在高盐高浓废水处理领域的应用:面对高盐高浓废水深度减量的迫切需求,苏州智康环保科技精心推出定制化的专业解决方案。高盐高浓废水因其成分繁杂、处理困难,成为工业企业环保工作中的一大难题。苏州智康环保科技依托先进的低温蒸发技术,精细调控蒸发温度与压力,高效分离废水中的水分。该处理过程无需添加化学药剂,杜绝了二次污染的可能性,同时能高效截留废水中的盐分、有机物等各类污染物,明显减少废水排放量。此方案具备高度的灵活性,可依据废水的水质特性及处理规模进行针对性设计,适用于化工、医药、食品、冶金等众多行业的高盐高浓废水处理场景,助力企业达成废水减量化目标,有效减轻环保负担。生物废液灭菌低温蒸发浓缩设备价格低温蒸发浓缩设备可灵活定制,满足食品、制药等不同行业物料浓缩需求。

专精特新,精细化应对复杂水质挑战:面对成分复杂、波动较大的含镍废水,普通处理设备往往难以兼顾效率与稳定性。而低温蒸发设备则基于对特定污染物特性的深入研究,进行了针对性优化设计。其主要工艺能够高效截留并浓缩目标金属离子,同时确保出水清澈透明、水质稳定可靠,完全满足回用于生产环节的标准。这种“量体裁衣”式的解决方案,不仅提升了处理效果,也增强了系统对水质变化的适应能力。无论是在电镀、电子还是金属加工行业,该设备都能展现出可靠的适用性与可靠性,成为企业废水治理的得力助手。
低温蒸发浓缩设备整个运行周期无需专人实时值守,既能有效减少人工投入,又能避免人为操作失误带来的运行风险,保障设备长期稳定可靠运行。纯物理蒸馏工艺一方面从根源上杜绝了因投加药剂而产生的二次污染,保证处理后水质与物料的纯度;另一方面也省去了药剂采购、存储与投加的成本,简化了整体工艺流程。低温蒸发模式,有效规避水垢生成设备可在35℃左右的常温环境下实现水的高效蒸发分离,相较于传统高温蒸发技术,低温工况大幅降低了水中钙、镁等离子的结垢反应速率,从根本上减少蒸发器换热面的水垢附着问题。这不仅能维持设备的换热效率,还能减少设备的清洗频次,延长设备的连续运行时间。同时,系统内置多重智能保护机制,当设备出现故障异常,或原液进料不足、无水时,会自动触发报警并停机保护,避免设备因干烧、故障运行等造成损坏,降低设备维修成本。同时,全封闭结构可确保无任何气体外泄,防止腐蚀性、挥发性气体对操作人员与周边环境造成危害。此外,低温与封闭的运行环境能大幅降低腐蚀性物料对设备内部组件的腐蚀速度,延长设备的整体使用寿命。低温蒸发浓缩设备,可根据您的生产需求,定制个性化配置,满足特殊生产工艺!

热泵低温蒸发浓缩设备采用37℃蒸发技术,充分体现了苏州智康环保科技有限公司设备在温和性与高效性方面的优势。相较于传统高温蒸发方式——能耗高,还易导致物料中有效成分失活或废水中污染物分解,从而影响处理效果——该技术可在低温条件下实现水分高效蒸发,有效规避高温带来的不利影响。尤其适用于含热敏性成分的医药中间体、食品添加剂等物料的浓缩,以及含易挥发污染物的工业废水处理,能够在很大程度上保留物料的活性与价值,同时保障废水处理过程的稳定性与安全性。此外,低温运行还可明显降低设备腐蚀与结垢风险,有效延长系统使用寿命。 想让浓缩过程更绿色环保?低温蒸发浓缩设备,低排放设计,践行环保理念!电镀厂高镍废水低温蒸发浓缩设备定制厂家
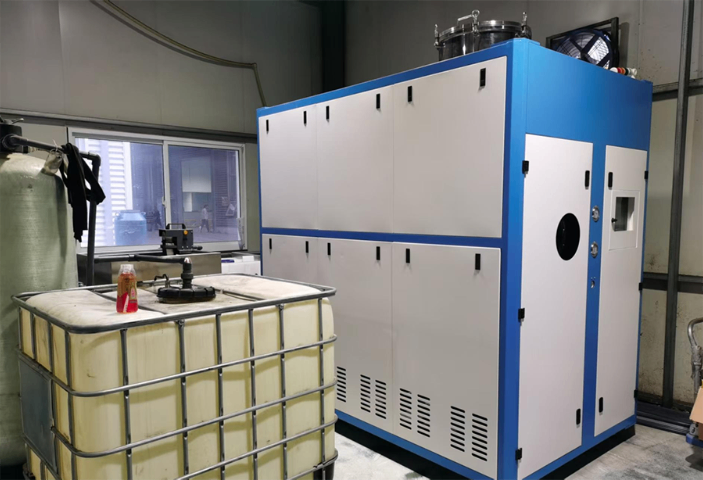
低温蒸发浓缩设备,温和处理物料,有效避免热敏性成分损失,保留产品原有品质!原料低温蒸发回用装置应用案例
低温蒸发器的优点及应用范围:1、效率高:低温蒸发器快速蒸发污水中的水分,实现高效处理浓缩。2、环保:低温蒸发器采用低温蒸发,无需使用化学品,减少环境污染。3、节能:低温蒸发器采用热能回收技术,回收蒸发产生的热能,可降低能耗。4、适用范围广:低温蒸发器适用于处理各类废水,包括工业废水、农业废水、生活污水。低温蒸发器在工业废水处理中的应用:1、浓缩废水:低温蒸发器可以蒸发工业废水中的水分,浓缩废水,减少废水排放。2、污泥处理:低温蒸发器可将废水中的固体污泥进行干燥浓缩,减少废水处理量和运输成本。3、资源回收:低温蒸发器可以回收废水中有价值的物质,如盐类、金属离子等,实现废水处理的资源化利用。原料低温蒸发回用装置应用案例