- 品牌
- 诺荣
- 型号
- 齐全
表盘视像标定设备以其智能化和自动化的特点,成为了现代工业检测领域的重要工具。设备通过集成先进的图像处理软件,实现了对表盘刻度的自动识别与标定,提高了检测效率。同时,设备内置的度盘程序数据库使得用户能够快速调取并使用预设的标定程序,避免了重复劳动。此外,表盘视像标定设备还具备预设升压与降压刻度间阈值的功能,有效防止了机械擦碰,确保了检测过程的顺利进行。在检测精度方面,设备达到了小于0.6%的高标准,为用户提供了准确可靠的检测结果。同时,设备还支持颜色、字体大小和位置的调整,满足了不同用户的个性化需求。借助数字图像相关法,机器视觉检测设备能监测表盘受力后的变形尺寸,帮助评估表盘性能。机器视觉检测设备直销
机器视觉检测设备
表盘视像标定设备集成了先进的图像处理技术,其重心在于通过专业图像处理软件开发包进行高精度的图像分析。该设备不仅支持非标定制软件,使其能够适应多种不同类型的产品,还建立了一个度盘程序数据库,使得在采样不同度盘时,用户可以方便地调取并使用预设的程序。这一特性极大地提高了工作效率,减少了人工操作的复杂性。此外,表盘视像标定设备还具备预设升压与降压刻度间阈值的功能,这一创新设计有效防止了机械擦碰,确保了检测过程的稳定性和安全性。在装上仪表后,该设备的检测精度小于0.6%,完全符合高精度检测的标准,为用户提供了可靠的检测结果。山东智能机器视觉检测设备直供机器视觉检测设备中的表盘视像标定设备支持多种表盘类型,用户可根据需求灵活选择表盘视像标定模式。
在智能制造 2025 战略推动下,柔性机器视觉检测系统正成为个性化定制生产的**使能技术。该系统集成线阵 CCD 相机与结构光三维扫描仪,可实现 0.01mm 级尺寸测量精度,其动态标定模块采用激光跟踪仪实时校准,确保多传感器数据融合误差小于 0.02mm。面对定制化生产中频繁的型号变更,系统通过深度学习模型自动迁移学习,*需 5 分钟即可完成新检测方案部署。以 3C 电子行业为例,某智能穿戴设备厂商应用该系统后,成功实现 12 种型号耳机外壳的混线检测,视觉引导机器人可在 2 秒内完成不同型号产品的抓取定位,配合多光谱成像技术精细识别 0.05mm 的注塑件毛边缺陷。检测数据通过工业互联网实时上传至云端质量平台,生成包含缺陷分布热力图、过程能力指数等 18 项指标的质量分析报告,帮助企业将产品不良率从 0.7% 降至 0.08%。
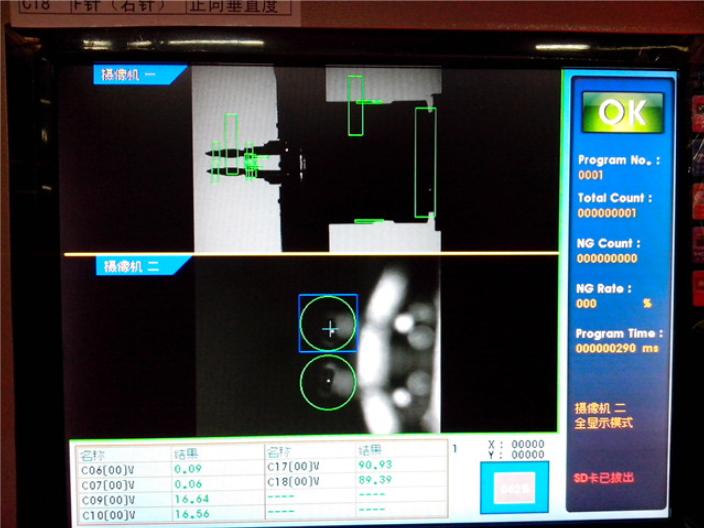
为了确保设备的安全运行和产品质量稳定可靠,机器视觉检测设备配备了先进的故障报警与锁定机制。一旦设备出现故障或检测到不合格产品连续出现超过预设阈值,系统会自动停止运行并亮起红灯闪烁报警。同时,设备会被锁定以防止未经授权的操作导致进一步损坏或质量问题。只有当维修人员通过特定权限解除锁定后,设备才能重新启动并恢复正常运行。这种故障报警与锁定机制有效避免了因设备故障导致的生产中断和产品质量问题,为企业提供了有力的安全保障。表盘视像标定设备在机器视觉检测设备中,通过定位手段,快速给表盘建立准确的坐标系统。

金属加工行业的视觉检测:**测量,品质保证金属加工行业对产品的尺寸精度、表面质量和材料性能有着极高的要求。视觉检测技术的引入,为这一行业带来了更加高效、准确的检测手段。在金属加工的生产线上,视觉检测设备通过捕捉金属件的高清图像,结合先进的图像处理和人工智能算法,能够准确测量金属件的尺寸和形状,确保每一件产品都符合设计要求。同时,这些设备还能够识别出金属件上的瑕疵和缺陷,如裂纹、锈蚀、划痕等,指导生产线进行筛选和处理,提高产品的整体质量和美观度。此外,视觉检测设备还能够对金属材料的性能进行评估,如硬度、韧性等,为生产线的调整和优化提供了有力支持。机器视觉检测设备中的表盘视像标定设备的颜色识别功能强大,可根据实际需求调整颜色识别参数。机器视觉检测设备直销
利用定位技术,机器视觉检测设备里的表盘视像标定设备,迅速校准表盘的坐标系统。机器视觉检测设备直销
在现代制造业中,全自动双工位机器视觉检测系统已成为提升生产效率和产品质量的关键工具。该系统通过先进的机器视觉技术,实现了对产品的高精度尺寸测量和缺陷检测。当产品被手动放置到检测工位上时,高清摄像头会迅速捕捉其图像,并通过复杂的图像处理算法进行深度分析。检测完成后,机械臂会自动而**地取出产品,将合格品整齐地码放在产品周转箱中,不合格品则会被迅速隔离至不合格品箱。这**程在两个检测工位上同时进行,确保了每个产品的检测时间严格控制在2.8秒以内,**提高了整体检测效率。机器视觉检测设备直销

药品制造中的视觉检测:质量与安全的双重保障在药品制造领域,视觉检测设备的引入为药品质量和安全提供了双重保障。通过高分辨率摄像头捕捉药品包装和标签的图像,结合先进的图像处理和人工智能算法,视觉检测设备能够准确识别并验证药品的批次号、有效期、生产厂家等关键信息,确保每一盒药品都符合法规要求。同时,视觉检测设备还能检测出药品包装上的缺陷,如破损、污染、标签错位等,有效避免了不合格药品流入市场。在片剂、胶囊等固体制剂的生产过程中,视觉检测设备还能够对药品的形状、颜色、大小等进行***检测,确保药品的一致性和稳定性。这种智能化的检测方式,不仅提高了药品制造行业的整体质量水平,还为患者的用药安全提供了有力...
- 浙江视像机器视觉检测设备生产 2026-02-04
- 宁波塑胶机器视觉检测设备企业 2026-02-04
- 青岛五金机器视觉检测设备价格 2026-02-04
- 深圳塑胶机器视觉检测设备供应 2026-02-04
- 浙江工业机器视觉检测设备供应 2026-02-04
- 河北3D相机机器视觉检测设备哪家好 2026-02-04
- 河北在线机器视觉检测设备公司 2026-02-04
- 深圳表面缺陷机器视觉检测设备厂家 2026-02-04
- 青岛印刷质量机器视觉检测设备 2026-02-04
- 深圳ccd机器视觉检测设备行情 2026-02-04




- 广东在线机器视觉检测设备批发 2026-02-04
- 辽宁智能机器视觉检测设备批发 2026-02-04
- 江苏不锈钢机器视觉检测设备 2026-02-03
- 山东3D相机机器视觉检测设备厂家 2026-02-03
- 大连人工智能机器视觉检测设备价格 2026-02-03
- 重庆工业机器视觉检测设备供应 2026-02-03





- 南京微型电机测试台直销 03-23
- 常州直动型电子膨胀阀测试台企业 03-22
- 常州异步电机测试台品牌 03-22
- 南京专业电子膨胀阀测试台销售商 03-22
- 北京伺服式电子膨胀阀测试台行情 03-22
- 苏州指令式电子膨胀阀测试台哪家好 03-22
- 苏州伺服电机测试台公司 03-22
- 深圳接近开关传感器测试台销售商 03-22
- 苏州小型电机测试台出厂价 03-22
- 河北温度传感器测试台行情 03-22