- 品牌
- 伊比精密科技有限公司
- 材料材质
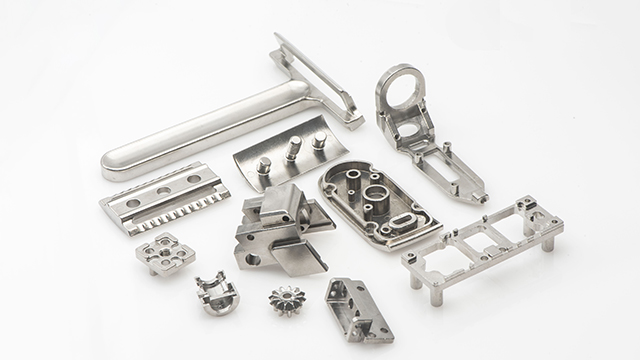
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
烧结是决定MIM零件性能的物理过程,伊比精密应用的高温真空烧结炉具备确定的温场均匀度。在超过1300°C的烧结环境下,金属粉末颗粒通过原子扩散实现致密化,零件整体产生约15%-20%的均匀线性收缩。通过对烧结曲线的精确设定,可以将零件的相对密度控制在理论值的97%以上,从而确保其具备优异的抗拉强度和气密性。在工厂实际运作中,烧结气氛的控制(如真空度、氢气压力)是调控材料化学特性的关键变量。对于易氧化的钛合金或需要精确控碳的铁基合金,伊比精密通过实时监控炉内环境,防止了相变异常导致的性能偏离。这种对热处理过程的精密管控,确保了复杂零件在大批量产出状态下的尺寸稳定性与物理可靠性,体现了精密制造的技术深度。伊比精密科技开发水溶性粘结剂体系,实现复杂流道不锈钢零件绿色制造。南通金属注射成型优势

航空航天工业对小型传感器、紧固件组件有着具体的减重与耐环境性能要求。钛合金或17-4PH不锈钢通过MIM工艺成型,不仅减轻了系统总重,还提供了优异的抗振动和抗腐蚀能力。例如,飞行控制系统中的微型位移传感器外壳,形状复杂且对磁屏蔽性能有要求,MIM工艺能够通过一次成型解决复杂的内部迷宫式结构。航空级组件的质量体系要求严苛。MIM工艺在生产过程中通过建立全制程的数据留存,从粉末颗粒度分布到热等静压(HIP)处理后的内部缺陷检测,均具备确定的可追溯性。通过HIP工艺进一步消除残余孔隙,零件的疲劳寿命可以提升至与锻件相当的水平。这种在高附加值赛道的技术应用,展现了精密注射成型在应对极端服役条件时的材料学潜力与制程稳定性。江苏不锈钢金属注射成型在大规模工业化生产中,该技术的材料损耗率保持在较低水平。

医疗手术钳、内窥镜连接件等产品对不锈钢材料的纯净度和微观结构有着特定要求。MIM工艺利用316L材料的无毒、无磁及耐腐蚀特性,通过一体成型技术取代了传统的多零件焊接或铆接,消除了潜在的结构强度隐患。在制造微米级锯齿或细长管状结构时,MIM表现出比精密铸造更高的形状复刻精度。医疗行业的运营重点在于制程验证和生物安全性控制。通过控制脱脂环节的碳残余量,可以确保零件的微观组织不发生脆变,从而满足反复高温高压灭菌的使用需求。作为运营岗位,理解并执行相关行业准入标准,通过技术文稿的形式向客户展示工厂在洁净生产和参数一致性上的管控方案,能够有效提升项目的获客概率,体现出从业者的专业深度。
致密度是MIM不锈钢性能的量化。在烧结阶段,不锈钢粉末颗粒在接近熔点的温度下发生固相扩散,原子间的孔隙随着热能驱动而消失,零件整体会产生15%-20%的均匀线性收缩。高标准的MIM零件要求相对密度达到理论值的97%以上,这直接关系到零件的抗拉强度、冲击韧性以及气密性。在工厂运营管理中,收缩率的一致性是评估工艺水平的标准。通过对模具尺寸的补偿计算(如1.16至1.22的收缩系数),并结合烧结炉内的温场均匀度测试,可以有效降低零件的尺寸离散度。对于技术型运营岗位,具备分析烧结曲线对密度影响的能力,能够协助生产端减少二次机加工的需求,从而在保障性能的前提下,实现制造流程的成本优化通过自动化喂料系统,伊比精密科技实现汽车传感器壳体量产,日产能10万件。

电动工具(如电钻、割草机)内部的行星齿轮减速机构,对材料的抗冲击能力和耐磨性有确定要求。MIM工艺常选用4605或8620低合金钢,通过成型后的渗碳或感应淬火热处理,使齿面硬度达到55-60HRC,同时保持心部的韧性。这种表面硬化效果结合MIM成型的几何精度,降低了传动过程中的噪音和振动,延长了工具的使用寿命。从运营效益来看,电动工具零件具有大批量、低毛利的特征,这对成本管控提出了高标准。MIM工艺通过极高的材料利用率(减少切屑损耗)和多腔模具的高产出率,在处理复杂齿形零件时,成本结构优于精密铸造或多轴机加工。通过优化喂料配比和注塑周期,能够在保障交付的同时,挖掘生产全链条的利润空间,体现了精密制造在通用机械领域的应用价值。您是否观察过金属注射成型制品在烧结前后的体积变化比例?钛合金金属注射成型厂家
均匀的收缩率是保证成型件达到设计尺寸要求的前提。南通金属注射成型优势
MIM技术被称为“近净成型”制造,其逻辑在于减少从原材料到成品的中间损耗。在不锈钢零件的制造过程中,传统机加工会产生大量的金属切屑,而MIM工艺将金属粉末通过粘结剂承载,注塑过程中产生的浇口料可以经过破碎后再利用。这种材料循环机制使总利用率稳定在95%以上。在企业运营维度,提高利用率直接对应着BOM(物料清单)成本的下降。通过优化模具排位设计和流道尺寸,可以进一步压缩单件产品的克重,从而在不影响功能的前提下挖掘利润空间。在当前制造业强调资源效率的背景下,这种基于数据分析的生产优化,是运营人员展示岗位价值、争取调薪机会的数据指标。南通金属注射成型优势
深圳市伊比精密科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳市伊比精密科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

微型燃气轮机广泛应用于无人机动力与分布式发电。其内部静子叶片需要引导高温高压气流,静子支架作为固定叶片的关键构件,对型面精度与热稳定性要求极高。钛合金因其优异的温升耐受力与低比重特性,成为支架材料的推荐。MIM工艺利用流变学原理,将钛粉末充填至精密模具中,成型后的零件具备致密的组织结构。这种工艺在保证零件公差适配性的同时,有力提升了动力系统的热效率。钛合金MIM件在高温工况下不易产生蠕变变形,确保了叶片光路的准确性,是动力系统追求效能迭代的重要制造基础。复杂内腔、薄壁结构?钛合金MIM信手拈来,助你实现更具想象力的设计。宁波金属注射成型工艺在追求音色反馈与耐用性的乐器配件市场,钛合金以其特有的...
- 广东铝金属注射成型 2026-05-05
- 湖南金属注射成型结构零件 2026-05-05
- 大型金属注射成型原理 2026-05-05
- 常州金属注射成型表面效果 2026-05-05
- 梅州全国金属注射成型 2026-05-05
- 汕头金属注射成型强度 2026-05-05
- 不锈钢金属注射成型厂 2026-05-05
- 梅州金属注射成型代加工 2026-05-05
- 梅州机器人金属注射成型 2026-05-05
- 钛合金金属注射成型质量 2026-05-05


- 江苏金属注射成型怎么样 2026-05-05
- 江苏结构件金属注射成型 2026-05-05
- 湖南金属注射成型配件 2026-05-05
- 河北铁金属注射成型 2026-05-05
- 湖北大型金属注射成型 2026-05-05
- 珠海金属注射成型工艺 2026-05-05





- 梅州全国金属注射成型 05-05
- 汕头金属注射成型强度 05-05
- 不锈钢金属注射成型厂 05-05
- 梅州金属注射成型代加工 05-05
- 梅州机器人金属注射成型 05-05
- 钛合金金属注射成型质量 05-05
- 钛合金金属注射成型结构 05-05
- 中山金属注射成型结构零件 05-05
- 河北智能家具金属注射成型 05-05
- 锁金属注射成型优势 05-05