- 品牌
- K.KING
- 模具材质
- 硬质合金
- 模具类型
- 精密模具
- 模版放置形式
- 立式
- 模具用途
- 精密模具厂精密五金厂
- 模具设计软件
- AutoCAD
- 模芯加工
- 电火花加工,精磨
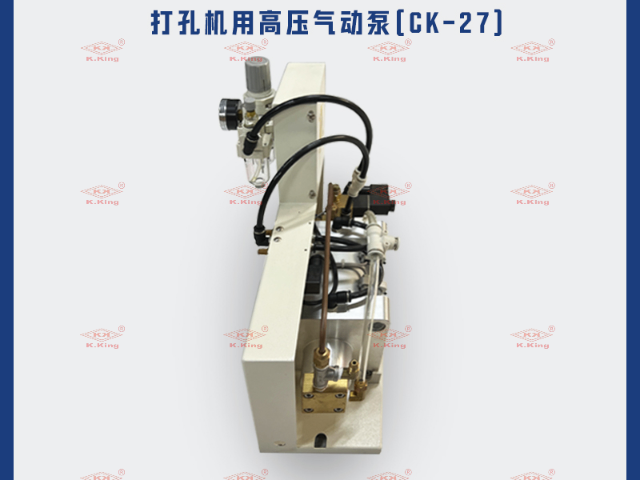
打孔机的控制系统配件是实现精确控制的关键。如传感器配件,它们能够实时监测打孔过程中的各种参数,如钻孔深度、钻孔速度、钻头温度等,并将这些信息反馈给控制系统。控制系统根据传感器反馈的信息,自动调整打孔机的工作状态,实现智能化的打孔控制。例如,当钻孔深度达到预设值时,控制系统会自动停止打孔,避免过度钻孔。此外,控制系统还可以通过编程实现复杂的打孔任务,提高打孔的自动化程度和效率。
打孔机的进给配件在控制钻孔深度和打孔精度方面发挥着重要作用。进给杆通常由高精度的金属制成,能够准确地将钻头送入或退出工件。进给配件的设计考虑了打孔的不同需求,通过精确的调节机构,可实现快速进给和微调进给。在打孔开始时,采用快速进给方式,提高打孔效率;接近目标深度时,切换到微调进给方式,确保钻孔深度的精度。而且,进给配件还配备有深度刻度和显示装置,方便操作人员准确掌握钻孔深度,保证打孔质量。 打孔机的深度控制器配件,可以精确调节打孔深度,满足了不同工件对打孔深度的需求。天津质量打孔机配件采购

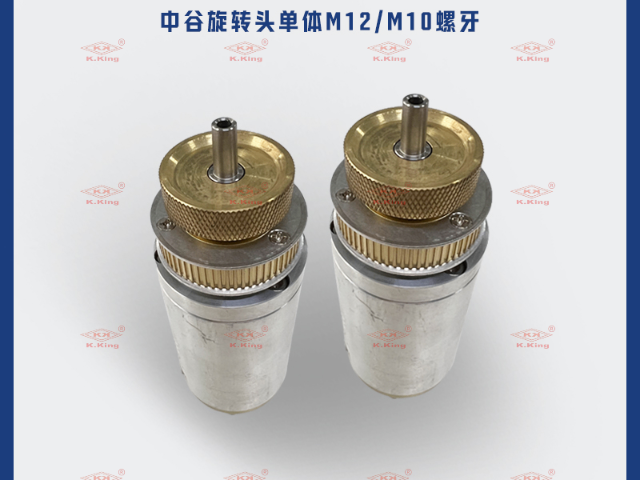
打孔机的丝杆导轨配件确保了钻头运动的精度和稳定性。丝杆导轨由高精度的丝杆和导轨组成,丝杆能够将电机的旋转运动准确地转化为钻头的直线运动,实现钻孔的进给。导轨则为丝杆和钻头提供稳定的导向和支持,减少摩擦和振动。丝杆导轨配件的制造精度极高,其表面的光洁度和平直度保证了钻头在运动过程中的直线度。同时,采用质量的润滑系统,进一步降低摩擦阻力,延长丝杆导轨的使用寿命。这种高精度的丝杆导轨配件是实现高质量钻孔作业的重要基础。上海耐用打孔机配件出色的打孔机配件,确保了加工部件的精度和一致性。
打孔机的润滑系统配件对于设备的正常运转和使用寿命有着重要影响。润滑油箱作为储存润滑油的容器,其容量和材质设计合理,能够确保向关键部位提供持续、稳定的润滑油供应。油泵则负责将润滑油从油箱中抽出,并通过油管输送到需要润滑的部位。喷油嘴将润滑油均匀地喷洒在齿轮、丝杆等关键部位,形成一层润滑膜,减少摩擦和磨损。此外,润滑系统配件还具备自动或手动控制功能,根据实际打孔情况调整润滑油的供给量,延长设备的使用寿命。
打孔机的丝杆导向配件通过精确的结构设计,保证了丝杆在运行过程中的直线度和稳定性。丝杆导向配件由导向套、导向键等部件组成。导向套为丝杆提供精确的导向作用,限制丝杆在旋转过程中的轴向和径向位移,确保丝杆运动始终沿着预定的轴线方向进行。导向键则进一步加强了丝杆与其他部件之间的连接稳定性,防止在使用过程中出现松动或晃动。这种稳定的丝杆导向系统能够有效提高打孔的精度和效率,尤其适用于对钻孔直线度要求极高的精密加工领域。可定制的打孔机配件解决方案,满足不同用户的特定需求。

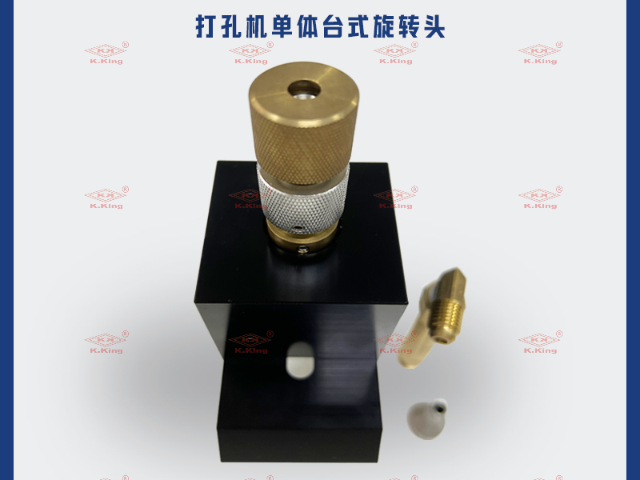
打孔机配件在整个打孔设备中起着至关重要的作用。首先不得不提的是打孔机的钻头,它如同厨师手中的刀具,直接关乎着打孔的质量和效率。质量的钻头材质,如高速钢材质,具有高硬度和高耐磨性,能保证在长时间的打孔作业中依然保持锋利,精细地在各种材料上钻出符合要求的孔。其螺旋形状的设计则有助于有效地排出钻孔产生的碎屑,避免碎屑堵塞影响钻头的正常工作。而打孔机的夹头也是不可或缺的重要配件。它的作用是稳固地夹持钻头,确保钻头在高速旋转过程中不会偏离既定方向。一个精度高的夹头,能够实现钻头的快速更换,减少工作中的停机时间,提高整体工作效率。其内部的弹簧和卡爪结构经过精密设计,能根据不同直径的钻头进行自适应调整,紧密贴合钻头表面,使钻头在打孔时不受丝毫晃动干扰,为打孔作业提供可靠的稳定性。配备智能识别打孔材料的配件,自动调整打孔参数。天津质量打孔机配件采购
打孔机的伺服驱动器配件,实现了对打孔速度和力量的精确控制。天津质量打孔机配件采购
打孔机的电气冷却配件在保障设备长期稳定运行方面不可或缺。散热风机是电气冷却配件中的常见部件,它通过高速旋转产生强大的气流,将电机和其他发热部件产生的热量散发出去。散热风机的风量、风速和风向等参数都经过精心设计,能够确保在不同的打孔工作强度下都能有效地冷却设备。此外,冷却风扇罩等配件可以保护散热风机免受灰尘和杂质的干扰,提高其散热效率。良好的电气冷却系统能够防止打孔机因过热而发生故障,延长设备的使用寿命,确保打孔机能够在长时间、强度高的工作中保持稳定运行。天津质量打孔机配件采购

钻头:材料科学与涂层技术的博弈场 现代钻头已突破传统高速钢(HSS)局限,硬质合金(碳化钨)钻头在钛合金加工中展现压倒性优势。纳米涂层技术(如CrAlN/TiAlN复合涂层)通过原子级沉积,使钻头表面硬度达3800HV,摩擦系数降低45%。在汽车发动机缸盖生产线,涂层钻头单次钻孔数量从800件提升至1500件,刀具成本占比下降28%。 行业突破:日本住友电工开发的纳米多晶金刚石(Nano-poly CD)钻头,可在CFRTP碳纤维复合材料上实现镜面出口,孔壁粗糙度Ra0.4μm,颠覆传统钻孔毛刺问题。 市场数据:全球硬质合金钻头市场年复合增长率(CAGR)达6.7%,其中...
- 云南国内打孔机配件批发 2026-04-15
- 海南实用打孔机配件批发 2026-04-15
- 江苏质量打孔机配件厂家电话 2026-04-15
- 吉林打孔机配件经营 2026-04-15
- 贵州质量打孔机配件工厂直销 2026-04-15
- 天津沙迪克打孔机配件批发 2026-04-15
- 北京沙迪克打孔机配件厂家电话 2026-04-15
- 中国香港耐用打孔机配件批发 2026-04-14
- 重庆打孔机配件批发 2026-04-14
- 广东国内打孔机配件经营 2026-04-14


- 中国澳门靠谱的打孔机配件厂家电话 2026-04-14
- 河北打孔机配件经营 2026-04-14
- 广东便宜的打孔机配件批发 2026-04-14
- 甘肃实用打孔机配件工厂直销 2026-04-14
- 宁夏沙迪克打孔机配件 2026-04-13
- 云南国内打孔机配件厂家电话 2026-04-13





- 标准沙迪克AP铜线 05-15
- 连云港铨金慢走丝配件 05-15
- 泰州国内铨金慢走丝配件生产企业 05-15
- 耐用沙迪克AP铜线是什么 05-15
- 肇庆铨金慢走丝配件是什么 05-15
- 衢州国内铨金慢走丝配件电话 05-15
- 衢州国内铨金慢走丝配件近期价格 05-15
- 贵州沙迪克AP铜线电话 05-15
- 盐城常见铨金慢走丝配件近期价格 05-15
- 江门国内铨金慢走丝配件 05-15