- 品牌
- 冠宇,鑫冠宇
- 型号
- GY-320-8-4
- 产地
- 河北石家庄
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 304/316不锈钢
- 配送方式
- 送货上门
在塑料加工行业的废气处理中,河北冠宇环保的紫外光催化系统有效解决了塑料加热产生的有害气体污染问题。塑料加工过程中,如塑料挤出、注塑、成型,会释放含苯乙烯、甲醛、氯化氢等成分的废气,这些废气不尽有刺激性气味,还可能对设备和操作人员造成损害。该系统针对塑料废气温度较高(50 - 80℃)的特点,采用耐高温的催化剂和紫外灯管,无需额外降温装置,可直接处理高温废气;系统采用 “过滤 + 紫外光催化” 工艺,先通过耐高温滤料去除废气中的塑料粉尘,再进入催化反应腔,在紫外光和用专催化剂作用下,将有害气体分解为无害物质,处理效率可达 90% 以上,满足《合成树脂工业污染物排放标准》(GB 31572 - 2015)。此外,系统配备废气温度监测和自动保护装置,当废气温度超过设定阈值时,自动启动降温措施,确保设备安全运行;同时,设备体积紧凑,可安装在生产线附近,减少废气输送距离。该系统已在多家塑料管材、塑料薄膜生产企业应用,改善了车间空气质量,保障了生产安全。53. 紫外光催化促进有机物矿化,实现无害排放。品牌紫外光催化系统工厂

河北冠宇环保推出的紫外光催化系统在酿酒行业的废水处理和车间空气净化中具有针对性。酿酒过程中会产生大量含糖类、醇类、有机酸等有机物的废水,COD 浓度可达 10000-50000mg/L,传统生化处理工艺负荷高、处理周期长。该系统作为酿酒废水的预处理单元,采用紫外光与微生物协同催化工艺,在紫外光照射下,催化剂不尽能直接降解部分有机物,还能活激废水中的微生物活性,提高微生物对有机物的降解效率,使后续生化处理单元的负荷降低 30% 以上。在酿酒车间空气净化方面,车间内易挥发酒精蒸汽,且发酵过程中会产生少量有机酸蒸汽,该系统通过壁挂式紫外光催化模块,可分解空气中的酒精蒸汽和有机酸,降低车间酒精浓度,避免发生火灾风险,同时改善车间空气质量。系统采用防爆型设计,符合酿酒车间的安全要求,且运行噪音低,不影响生产操作。该系统已在多家白酒、啤酒生产企业应用,帮助企业实现了废水减排和车间安全运行。品牌紫外光催化系统工厂29. 紫外光催化降低处理成本,提升经济效益。

河北冠宇环保的紫外光催化系统在海水淡化预处理中解决了微生物污染与有机物干扰的难题。海水淡化过程中,海水中的微生物(如藻类、细菌)会附着在反渗透膜表面形成生物膜,导致膜污染;同时,海水中的溶解态有机物会影响淡化水质,传统预处理工艺(如加氯消毒)易产生消毒副产物。该系统采用 “超滤预处理 + 紫外光催化” 工艺,先通过超滤膜去除海水中的悬浮颗粒和部分微生物;进入催化阶段后,采用耐海水腐蚀的钛合金紫外灯管配合氧化锌催化剂,在紫外光照射下,既能杀灭剩余的微生物,杀菌率可达 99.9% 以上,又能降解海水中的溶解态有机物,TOC 去除率可达 75% 以上,有效减少反渗透膜的生物污染和有机物污染,延长膜的使用寿命 30% 以上。系统采用抗盐雾腐蚀设计,所有设备部件均采用 316L 不锈钢材质,可在海洋环境下长期稳定运行。该系统已在多个海岛海水淡化项目中应用,为沿海地区和海岛的水资源供应提供了可靠保障。
河北冠宇环保的紫外光催化系统在食品添加剂生产行业的废气处理中体现出高效性和安全性。食品添加剂生产过程中,如有机酸、香精香料生产,会产生含乙酸、丙酸、芳香族化合物等成分的废气,这些废气不尽有刺激性气味,还可能对操作人员健康造成影响。该系统针对食品行业的卫生要求,采用全封闭不锈钢反应腔,配备高效空气过滤器,防止外界粉尘进入系统;废气处理过程中,采用 “低温等离子预处理 + 紫外光催化” 工艺,低温等离子先将大分子有机物分解为小分子片段,再通过紫外光催化彻底氧化为无害物质,处理效率可达 93% 以上,且不会产生有毒副产物。系统配备在线气味监测装置,可实时监测处理后废气的气味浓度,确保排放气体无异味;同时,设备运行噪音低于 50 分贝,不会影响车间正常生产。该系统已通过食品行业卫生认证,在多家食品添加剂生产企业应用,改善了车间工作环境,保障了产品质量安全。25. 紫外光催化促进有机物矿化,实现无害转化。
河北冠宇环保推出的便携式紫外光催化系统,为应急环境治理提供了全新解决方案。该系统体积小巧,重量尽 30kg,配备可移动轮组和便携式电源,可快速部署于突发污染事件现场,如化工泄漏、油罐车倾覆导致的土壤和水体污染治理。系统采用高效紫外 LED 光源,能耗低且寿命长,配合可更换的催化剂模块,针对不同类型的污染物可选择用专催化剂。在土壤污染治理中,系统通过雾化装置将含催化剂的溶液喷洒在污染区域,再利用紫外光照射,加速污染物的降解;在水体污染治理中,可将系统的反应模块直接放入受污染水体,通过搅拌装置使水体与催化剂充分接触,同时进行紫外光照射。该系统操作简单,只需 1-2 名工作人员即可完成操作,在多次应急环境治理事件中,均能在短时间内降低污染物浓度,为后续的面全治理争取宝贵时间。21. 紫外光催化激发电子高能态,加速污染物降解。品牌紫外光催化系统工厂
30. 紫外线消毒系统高效去除病毒,防止传播。品牌紫外光催化系统工厂
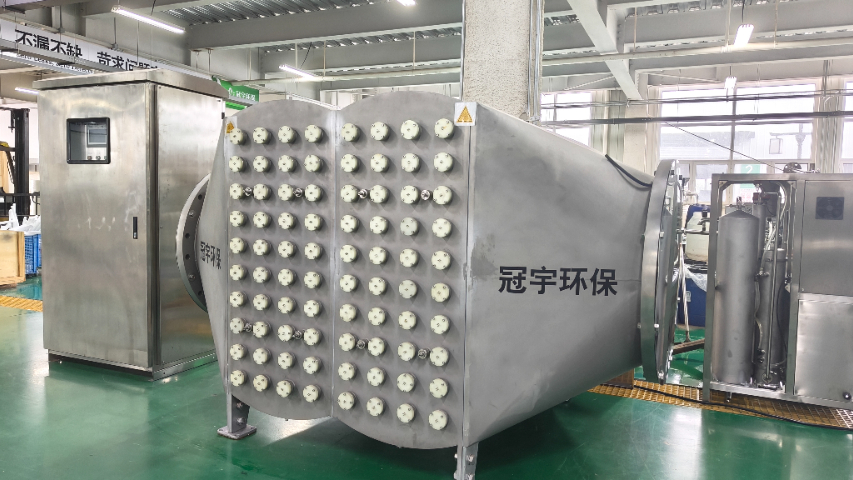
河北冠宇环保研发的紫外光催化系统,在工业有机废气处理领域展现出越卓性能。该系统以强高度紫外灯管为心核光源,配合自主研发的纳米级 TiO₂催化剂载体,能高效分解苯、甲苯、二甲苯等挥发性有机化合物(VOCs)。系统采用模块化设计,单模块处理风量可达 5000-10000m³/h,可根据企业废气排放量灵活组合。在运行过程中,废气经预处理过滤掉颗粒物后,进入催化反应腔,在紫外光照射下,催化剂表面产生大量羟基自由基,将有机污染物氧化分解为无害的 CO₂和 H₂O,处理效率稳定在 90% 以上。同时,系统配备智能温控和故障报警装置,当反应腔温度超过设定阈值或灯管出现损坏时,会自动停机并发送预警信息,保障设备安全稳定运行,为企业实现环保达标排放提供可靠保障。品牌紫外光催化系统工厂
- 药废水处理紫外光催化系统产业 2026-04-30
- 冠宇牌紫外光催化系统价格 2026-04-26
- 化工紫外光催化系统材料 2026-04-26
- 什么是紫外光催化系统互惠互利 2026-04-22
- 牧养殖废水处理紫外光催化系统报价行情 2026-04-20
- 圾渗滤液处理紫外光催化系统产业 2026-04-18
- 如何紫外光催化系统 2026-04-14
- 化工紫外光催化系统产品介绍 2026-04-12
- 鑫冠宇牌紫外光催化系统现货 2026-04-11
- 哪里紫外光催化系统均价 2026-04-01
- 智能紫外光催化系统污染 2026-03-31
- 品牌紫外光催化系统设备 2026-03-30


