- 品牌
- 华维机械
- 型号
- HF-4500
- 产地
- 无锡江阴
- 是否定制
- 是
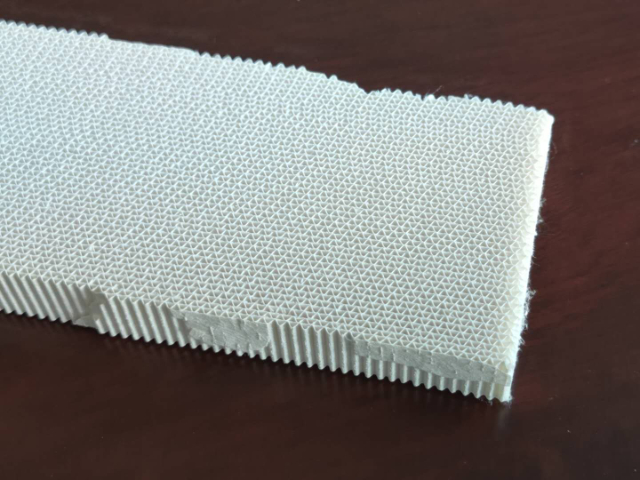
- 材质
- 单面玻纤瓦楞
收卷轴在复卷电机的驱动下转动,将玻璃纤维缠绕在轴上形成小卷。压辊则用于施加适当的压力,保证复卷后的卷芯紧实度均匀。张力控制系统:在玻璃纤维复卷过程中,张力的稳定对产品质量至关重要。张力控制系统通过传感器实时监测玻璃纤维的张力,并将信号反馈给电气控制系统。电气控制系统根据预设的张力值,自动调节放卷装置、牵引装置和复卷装置的运行参数,以维持张力的稳定。常见的张力控制方式有直接张力控制、间接张力控制和恒功率控制等。电气控制系统:对整个复卷机的运行进行集中控制和监测。它通过可编程逻辑控制器(PLC)或工业计算机等设备,实现对各装置电机的启动、停止、调速以及各工艺参数的设定和调整。电气控制系统还具备故障诊断和报警功能,可及时发现并处理设备运行过程中的异常情况,确保设备的安全、稳定运行。在沸石转轮的表面处理阶段,收卷机的均匀涂覆功能确保了转轮表面的平整和美观。分子筛复卷机多少钱
导向系统:导向系统的在作用是确保卷材在输送过程中保持平稳、直线运行,避免出现褶皱、偏移等问题,为后续的分切、复卷工序提供精细定位。导向系统主要由导向辊、托辊、调整机构组成。导向辊采用高精度不锈钢材质,表面经过抛光处理,减少与卷材表面的摩擦力,避免划伤卷材;托辊均匀分布在卷材输送路径上,起到支撑卷材的作用,防止卷材因自重产生下垂、变形。调整机构可通过手动或电动方式调整导向辊的角度和位置,进一步优化卷材的输送轨迹,适配不同宽度、厚度的卷材加工需求。江阴单面复卷机设备收卷机的可视化操作界面和实时数据反馈功能使得生产人员能够轻松监控和调整生产过程。
分切系统(可选):对于需要将宽幅原卷材分切成窄幅成品卷材的场景,分切系统是复卷机的关键组成部分。分切系统主要由分切刀、刀架、刀距调整机构组成。分切刀的类型根据卷材材质选择,常见的有圆刀、平刀、超声刀等,其中圆刀适用于纸质、塑料膜等柔性卷材,超声刀适用于金属箔、强高度塑料膜等硬质或强高度卷材。刀架采用高精度线性导轨结构,确保分切刀在移动过程中平稳、精细;刀距调整机构通过伺服电机驱动,可实现刀距的自动精细调整,调整范围通常为50-3000mm,调整精度可控制在±0.1mm以内,满足多规格窄幅卷材的分切需求。部分**复卷机的分切系统还配备了刀盘冷却装置,避免分切过程中因摩擦生热导致卷材边缘熔化、变形。
印刷与标签行业:保障印刷质量印刷前基材处理印刷用纸张、薄膜等基材在印刷前,通过复卷机去除褶皱、调整张力,确保基材平整,避免印刷时出现套印不准、图案歪斜等问题。印刷后复卷卷材印刷(如卷筒纸印刷、薄膜凹版印刷)完成后,复卷机将印刷后的材料重新卷绕成整齐的成品卷,便于后续分切、制袋或包装。标签与胶带生产不干胶标签基材经复卷机分切成窄幅卷,为标签印刷机提供原料;胶带生产中,复卷机将涂胶后的基材分切、卷绕成不同规格的胶带卷(如透明胶带、美纹纸胶带)。通过与上下游设备的无缝对接,收卷机在整个生产流程中实现了高度的自动化和协同作业。

放卷装置:主要用于放置玻璃纤维大卷原料,确保原料能够稳定、顺畅地放出。放卷装置一般配备有自动上料机构,可提高上料效率,减少人工操作。同时,为了保证放卷过程中张力的稳定,放卷装置常采用磁粉制动器、气动制动器或力矩电机等方式进行张力控制。牵引装置:负责将从放卷装置放出的玻璃纤维牵引至后续加工环节。牵引装置通常由多个牵引辊组成,通过电机驱动牵引辊转动,实现玻璃纤维的平稳输送。牵引速度可根据生产工艺要求进行精确调节,以确保与其他装置的协同工作。收卷机的智能化管理系统能够优化生产流程,减少生产中的等待时间和能源消耗。无锡脱硫脱硝复卷机操作流程
收卷机的材料处理系统能够自动分离和回收不合格的沸石转轮,减少了材料浪费。分子筛复卷机多少钱
放卷装置在张力控制系统的作用下,以稳定的速度放出玻璃纤维。随后,玻璃纤维被牵引装置输送至分切装置,分切装置根据设定的分切宽度,将宽幅玻璃纤维分切成多条窄幅玻璃纤维。分切后的玻璃纤维继续由牵引装置输送至复卷装置。在复卷装置中,收卷轴在复卷电机的驱动下高速转动,将玻璃纤维紧密缠绕在收卷轴上,形成符合要求的小卷。在整个复卷过程中,张力控制系统实时监测玻璃纤维的张力,并通过电气控制系统对各装置进行动态调整,以确保复卷过程的稳定性和产品质量。当复卷完成一卷玻璃纤维后,复卷装置自动停止,操作人员更换收卷轴,开始下一轮复卷工作。分子筛复卷机多少钱
- 江苏玻璃纤维模块复卷机生产厂家 2026-02-07
- 无锡催化剂载体复卷机价格 2026-02-07
- 无锡板式催化复卷机供应商 2026-02-07
- 无锡陶瓷纤维复卷机生产厂家 2026-02-07
- 无锡玻璃纤维蜂窝模块复卷机工艺 2026-02-07
- 江阴催化剂载体复卷机生产工艺 2026-02-07
- 江阴脱硝催化复卷机工艺 2026-02-07
- 有机废气处理复卷机多少钱 2026-02-07
- 江阴陶瓷纤维蜂窝模块复卷机生产厂家 2026-02-07
- 无锡除湿转轮复卷机价格 2026-02-06
- 江苏分子筛复卷机操作流程 2026-02-06
- 江阴玻璃纤维瓦楞复卷机多少钱 2026-02-06