- 品牌
- 嘉兴奥展实业有限公司
- 型号
- 嘉兴奥展实业有限公司
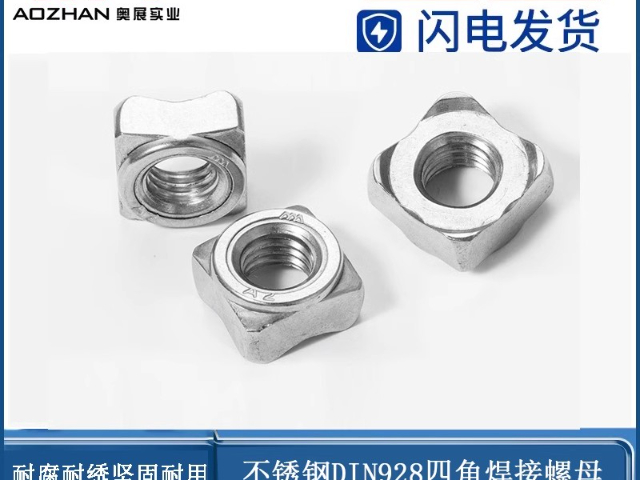
外观与标识是质量控制的外在体现螺母的外观质量与清晰、持久的标识是其内在质量管理水平的外在反映。外观检查包括观察螺母表面是否光滑平整,有无裂纹、毛刺、锈蚀、磕碰等影响使用或美观的瑕疵。清晰的标识则通常包括性能等级标志(如4.8、8.8)、生产厂商商标或识别符号。这些标识不仅提供了产品的追溯信息,也是使用者辨别其性能等级、正确选用的直接依据。标识应具有足够的深度和清晰度,即使在经过表面处理或轻微磨损后仍可辨识。一个注重细节的制造商,通常会在外观和标识这类直观的细节上也秉持严谨的态度。大扁头螺母受力分散均匀,适用于软性材料与薄板材固定。化工螺母非标定制
区分螺母质量的优劣,首要环节在于审视其材料与材质处理。质量较好的螺母通常会选用牌号清晰、来源可靠的低碳合金钢、不锈钢或特定有色金属。可以通过查验材质证明文件,了解其化学成分是否符合标准要求。一个间接的辨别方法是观察螺母的色泽和质感,例如质量碳钢螺母经过表面处理后,其基体仍能给人一种致密、均匀的感觉。而质量可能存疑的螺母,其材料可能来自来源不明的回收料或非标材料,内部可能含有较多杂质或成分不均,这有时会从色泽暗淡、存在细微斑点或纹理不一致中反映出来。更进一步,可以关注其热处理工艺。良好的热处理能赋予螺母适宜的硬度与韧性,这可以通过专业的硬度计进行检测。一个简单但不完全准确的方法是,用强度相当的标准螺栓进行试拧,如果螺母在拧到规定扭矩前就出现螺纹滑牙或胀开,可能暗示其心部硬度过低或热处理不到位。 青海吊环螺母定制聚氨酯嵌件螺母耐磨性能突出,适用于高频运动部件固定。
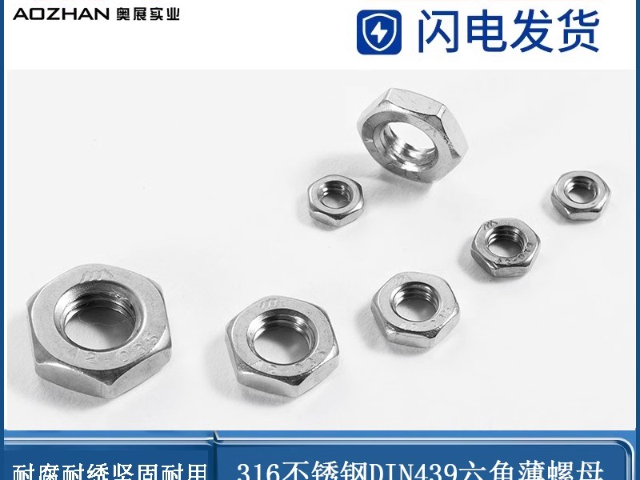
六角头螺母因六边形外形成为应用*****的基础品类,其区分**集中在精度等级与公称厚度上。按精度可分为 A、B、C 三个等级,A 级和 B 级螺母表面粗糙度控制更严格,适配于精密机器、**设备等对连接精度要求较高的场景;C 级螺母则适用于表面粗糙、精度需求较低的结构,如普通支架固定等。从厚度划分,又有 I 型、II 型和薄型之别,8 级以上强度的螺母*含 I 型与 II 型,其中 II 型厚度更厚,能承受更频繁的装拆操作,在需要定期维护的设备上应用较多;薄型螺母则适合空间狭窄、需避免零件干涉的场合。这种分级方式让其能通过外观厚度和精度标识,快速匹配不同工况需求。
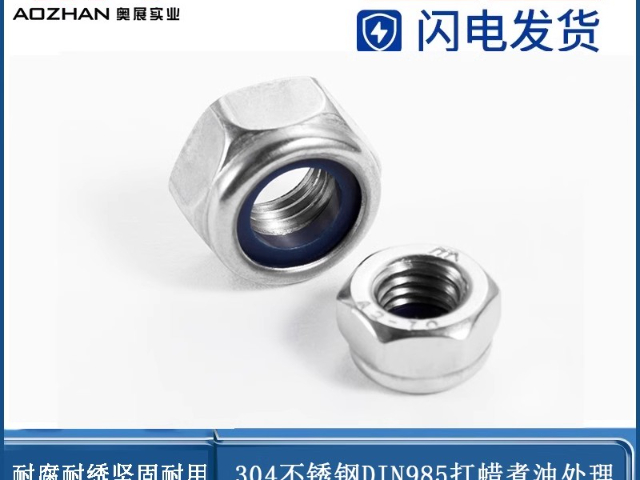
开槽螺母的**区分点在于顶部的槽型结构与配套使用的防松组件。按槽数可分为 4 槽、6 槽等类型,槽口宽度与深度匹配开口销尺寸,使用时需将开口销穿过槽口与螺栓孔,形成机械锁止,这种物理防松方式比摩擦防松更可靠,适配车辆轮轴、汽轮机转子等关键旋转部件。与止动螺母相比,其防松依赖外部开口销,拆卸时需先取下销子,操作稍复杂,但重复使用性更好;止动螺母通过内置垫片防松,通用性较差但安装简便。外观上,顶部均匀分布的通槽是*****的识别标志,部分型号槽口边缘带有倒角以方便插销。应用中,根据是否需要开口销配合即可快速区分开槽螺母,其场景适配性集中在对防松可靠性要求极高的旋转或振动部件。蝶形螺母无需工具即可手动操作,适配临时固定与调节场景。

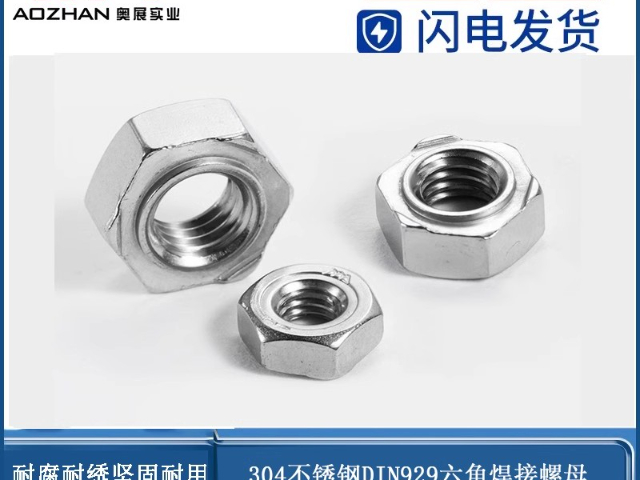
螺母的耐磨性影响着其重复拆装后的性能保持能力,而抗疲劳性能则关系到在交变载荷下的使用寿命。虽然这些性能需要专业设备进行精确评估,但使用者仍可通过一些外在特征进行初步判断。耐磨性与螺母材料的硬度及螺纹表面光洁度密切相关,一个螺纹光滑、硬度适中的螺母,其在拆装过程中产生的磨损通常相对较小。抗疲劳性能则与材料内部的均匀性、螺纹根部的应力集中情况有关。采用滚压工艺成型的螺纹,由于其金属纤维流线连续,通常比切削成型的螺纹具备更好的抗疲劳性能。可以仔细观察螺纹牙底,滚压螺纹的牙底通常呈现光滑的圆弧过渡,而切削螺纹可能留下尖角或刀痕,这些微小的缺口在长期动载荷下可能成为疲劳裂纹的起源点。大直径螺母承载能力强,适配大型设备与钢结构的连接。湖北滚花锥形螺母紧固件
钛合金螺母强度高重量轻,适配航空航天设备的严苛要求。化工螺母非标定制
螺母的质量检测是确保连接可靠性的重要保障,一系列严格的检测手段从多个维度验证螺母的品质。尺寸精度检测是基础项目,通过螺纹千分尺、光学投影仪等仪器测量螺母的外径、高度和螺纹参数,确保符合图纸公差要求,螺纹中径、牙型角和螺距的偏差直接影响与螺钉的配合精度。力学性能测试评估螺母的承载能力,硬度测试通过洛氏硬度计测定螺母表面硬度,确保材料强度达标;拉伸试验则检验螺母的抗拉强度,避免在使用中出现螺纹滑扣或断裂。防松性能测试针对特殊螺母,通过振动试验台模拟振动环境,检测螺母在规定振动次数后的预紧力保持情况,确保在汽车和工程机械等振动场合的可靠性。耐腐蚀性能测试通过盐雾试验进行,将螺母置于盐雾箱中,根据应用环境要求测试24小时至数千小时,评估镀层质量和材料耐锈蚀能力。这些全国方面的检测手段,为不同场景下的螺母应用提供了质量保障。化工螺母非标定制
- 陕西ANSIB182.2六角薄螺母定制 2026-02-07
- 吉林圆螺母企业 2026-02-07
- 海南六角法兰面螺母 2026-02-07
- 海南蝶形螺母非标定制 2026-02-07
- 北京滚花锥形螺母厂家 2026-02-07
- 甘肃蝶形螺母 2026-02-07