折弯机运动过程描述: 1.静止状态 折弯机静止时,上折弯梁位于上死点位置。为防止不受控的向下运动,系统采用无泄漏背压阀封闭液压缸的有杆腔,确保设备稳定停放。 2.向下运动 普通折弯机的下行快速关闭运动通常依赖自由落体机制,即利用折弯机梁及附件的自重驱动。在此过程中,液压缸无杆腔通过充液阀补油,有杆腔形成背压。快进速度由比例方向阀开环或闭环控制,可达250mm/s。该运动从上死点启动,经短暂刹车后,在距板材6mm处结束。 3.冲压/折弯 冲压/折弯阶段始于无杆腔压力建立。冲压速度受油泵供油量限制,同时可通过比例方向阀调节。该阀还控制折弯梁的同步运行及下死点定位。冲压力则由比例溢流阀限制泵压力实现。所有参数(速度、同步、定位、压力)均由数控器设定。 4.减压 无杆腔减压在到达下死点或短暂保压后启动,为变形材料提供流动时间,从而提升制件尺寸精度。折弯机使用过程中要进行日常保养和定期维护。河北电液伺服数控折弯机配件
折弯机安装规范要求: 1.基础条件 混凝土基础施工: 采用分层浇筑工艺,大吨位设备基础深度不低于500mm,两次浇筑间隔10-15天。 基础固化后,使用0.05mm/m精度水平仪校准机床,纵横向水平误差≤0.2mm/1000mm。 2.安装流程 现场预处理: 彻底清理安装区域杂物及粉尘,确保作业面洁净。 模具定位: 上下模具严格对中,通过刻度尺或激光对位仪进行辅助定位。 间隙校准: 根据板材厚度调整上下模间隙,误差控制在合理范围内(通常≤0.02mm/m)。 紧固操作: 分阶段紧固螺钉,优先中部后两侧,避免局部应力集中。 3.安全规范 操作防护: 安装期间禁止启动设备,操作人员需佩戴手套、护目镜等防护装备。 试运行要求: 空载测试滑块运动平稳性,样品测试角度偏差不超过0.5°。贵州折弯机定制模具折弯机的持久正常运行离不开正确的日常维护。

折弯机模具六大特性: 1.折弯机模具由钢制成,经过特殊热处理。它具有硬度高、不易磨损、承受压力大的特点。但是每套模具都有其极限压力:吨/米。所以在使用模具时,应选择模具的长度,即每米应该增加多少压力,并且压力不能超过模具所标示的压力。 2.为了不损坏模具,我们规定必须使用长度大于300mm的上下模具进行原点。在原点校正后,可以使用相同高度的上下模具。严格禁止使用分隔的小模块执行原点,并且原点必须基于AMADA机内的原点压力。 3.在使用模具时,由于各种模具的高度不同,同一高度的模具只能在机器中使用,而不能使用不同高度的模具。 4.当弯曲锐角或按死角时,应选择30度,首先弯曲锐角,然后按死角。弯曲R角时,应选择R上模和R下模。 5.当弯曲长工件时,不要用分型模来减小刀具的压痕,而要选择单凹槽,因为单凹槽下模V形凹槽的外角R较大,不易产生压痕。 6.在选择上模时,我们应该知道模具的所有参数,然后根据我们需要成形的产品的形状决定使用什么。
传统折弯机与PLC控制液压折弯机的对比分析: 传统折弯机依赖人工手动操作,其折弯精度完全由工人经验决定。操作者需主观判断滑块快进、工进行程,难以实现准控制,导致工件误差较大,常因精度不足而无法满足产品要求。同时,传统折弯机对金属板料加工既要求较高劳动生产率,又需保持一定精度,而人工操作难以兼顾二者:一方面无法持续提升生产效率,另一方面难以长期维持稳定精度。此外,人为操作易出现失误,造成材料浪费,进而推高生产成本。 在此背景下,液压折弯机亟需突破传统人工操作模式。随着PLC控制技术日益成熟,设计一种基于PLC的液压板料折弯系统具有明显现实意义。该系统通过自动化控制彻底解决了传统操作的缺陷:不仅明显提升折弯精度,减少材料损耗,避免人为失误,更能大幅提高生产效率。折弯机在汽车、飞机制造、轻工、造船、集装箱、电梯、铁道车辆等多个领域得到应用,服务于板材折弯加工。

数控折弯机操作规范与技巧要点: 1.启动操作流程 遵循"电源接通→开关开启→油泵启动"的严格顺序,通过监测油泵运转声确认设备就绪状态。 2.脚踏控制机制 采用脚踏开关触发折弯作业,遇紧急情况可即时释放中断操作,再次脚踏即可恢复加工,设计符合人机工程学原理。 3.模具选择标准 根据板材厚度选择折弯槽口,槽口宽度应为板材厚度的8倍,确保成形质量与设备安全。 4.运行前检测 操作前需进行间隙测试,重点检查上模与下模底部的配合间隙,并精确控制间隙值在工艺要求范围内。折弯机拥有多步编程功能,可完成多步的自动运行与连续定位。河北电液伺服数控折弯机设备
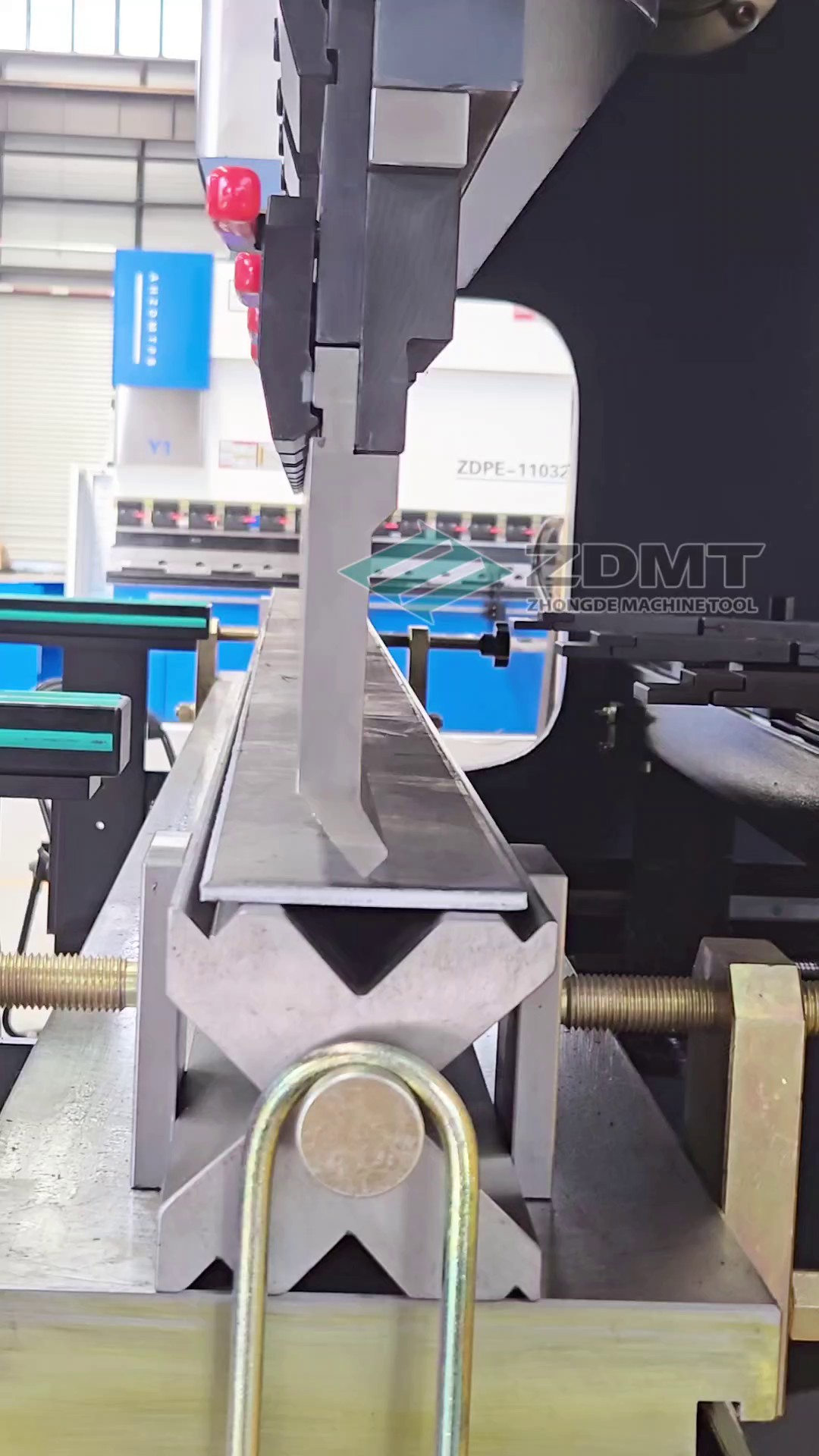
数控液压板料折弯机是通过数控系统精确控制液压驱动,实现金属板材折弯成型的设备。河北电液伺服数控折弯机配件
数控折弯机操作规范与技巧要点: 1.启动操作流程 遵循"电源接通→开关开启→油泵启动"的严格顺序,通过听油泵运转声确认设备就绪状态。 2.脚踏控制机制 采用脚踏开关触发折弯作业,遇紧急情况可即时释放中断操作,再次踩脚踏即可恢复加工,设计符合人机工程学原理。 3.模具选择标准 根据板材厚度选择折弯槽口,槽口宽度应为板材厚度的8倍,确保成形质量与设备安全。 4.运行前检测 操作前需进行间隙测试,重点检查上模与下模底部的配合间隙,并精确控制间隙值在工艺要求范围内。河北电液伺服数控折弯机配件
安徽中德机床股份有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在安徽省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!