- 品牌
- 美焊
- 型号
- 齐全
- 控制方式
- 自动
- 作用原理
- 脉冲
- 电源类型
- 直流电源
- 是否数控
- 是
低温环境适应性与作业稳定性
美焊MWHF系列环缝焊接专机在设计中充分考虑了不同工况环境的适配,尤其具备良好的低温环境适应性,可在-10℃~45℃的温度范围内稳定运行,满足北方冬季车间或户外临时焊接作业需求。设备的电气控制系统采用低温适配元器件,线路接口经过密封处理,防止低温凝露对电路造成影响;循环水冷系统配备防冻冷却液,避免低温环境下管路结冰,确保冷却功能正常发挥。在某北方锅炉厂的冬季生产中,该系列设备在-5℃的车间环境下连续运行12小时,焊接精度与常温环境下保持一致,焊缝合格率无波动。这种环境适应性与美焊堆焊设备的宽温域运行能力一脉相承,均能应对复杂工业环境的挑战,为客户提供不受季节与地域限制的稳定焊接解决方案。 强抗电磁干扰设计,复杂车间环境下参数波动≤±2%。上海全位置环缝焊机厂家
针对小型环形工件(如 Φ50mm-Φ300mm)的焊接需求,美焊 MWHF 系列环缝焊接专机进行了专项适配优化,配置小型化、高精度的焊接执行机构与定位夹具,确保焊接精度与灵活性。小型环形工件因尺寸小、重量轻,对定位精度与焊接轨迹控制要求更高,设备的精密定位夹具可实现工件的快速夹紧与精细定位,定位精度达 ±0.03mm;焊接执行机构采用轻量化设计,可灵活调整焊枪角度与位置,贴合小型环形焊缝的轨迹要求。在小型不锈钢换热器管板环缝焊接中,优化后的设备可精细完成 Φ80mm-Φ200mm 管板的环形焊缝焊接,焊接时间较人工缩短 70%,焊缝合格率从 90% 提升至 99% 以上,有效解决了小型环形工件焊接效率低、定位难的问题。重庆热丝堆焊环缝焊机批发价便携式无线操作盒,10 米内灵活控制,实时观察焊接状态。

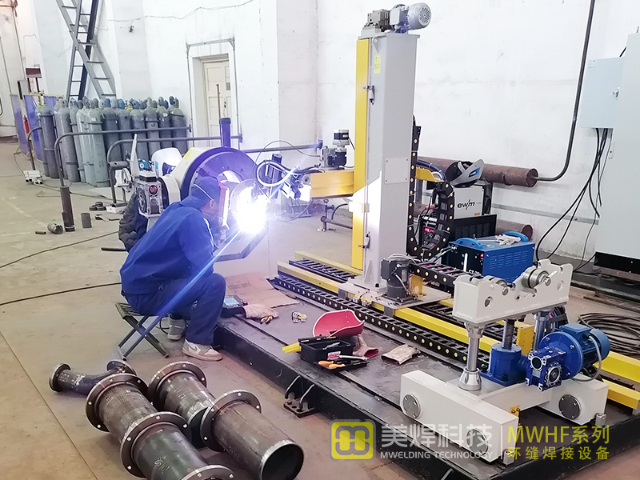
美焊 MWHF 系列环缝焊接专机采用氩气与循环水冷相结合的双重保护方式,为高质量焊缝提供360度保障。氩气保护主要作用于焊接区域,通过持续输送高纯氩气隔绝空气,防止不锈钢、钛合金等易氧化材质在焊接过程中产生氧化反应,避免焊缝出现气孔、夹渣等缺陷,确保焊缝的纯净度与耐腐蚀性。循环水冷系统则针对焊枪与工件关键部位进行降温,通过持续循环的冷却水带走焊接过程中产生的大量热量,控制焊枪温度在安全范围内,延长焊枪使用寿命,同时避免工件因局部高温导致的变形,保障工件的尺寸精度。这种双重保护设计充分考虑了不同材质的焊接特性,尤其适配不锈钢、钛合金等对焊接环境要求严苛的材质,与美焊堆焊设备的内部充氩保护、强制水冷系统设计逻辑一致,均体现了对焊接质量与设备稳定性的双重重视。
美焊 MWHF 系列环缝焊接专机在设计上注重操作便捷性,采用人性化的操作界面与简洁的控制逻辑,即使是技能水平一般的操作人员,经过 1-2 天的培训即可熟练掌握设备操作。设备配备高清触摸屏,焊接参数(如焊接速度、填丝量、氩气流量)可直接在屏幕上设定与调整,同时支持多组焊接程序存储,针对不同规格工件的焊接参数可预先存储,后续生产时直接调用,无需重复设置。此外,设备还具备故障自诊断功能,当出现氩气不足、冷却水流量异常等问题时,会及时发出报警信号并显示故障原因,方便操作人员快速排查。这种便捷化设计与美焊其他焊接设备的操作逻辑一致,均以 “降低操作门槛、提升作业便捷性” 为目标,帮助企业减少对高级熟练焊工的依赖,降低人力成本。柔性夹持夹具适配薄壁工件,避免夹持变形,保障尺寸精度。

多道环形焊缝的连续焊接能力
美焊MWHF系列环缝焊接专机具备多道环形焊缝连续焊接功能,通过预设焊接程序与轨迹规划,可自动完成同一工件上多个环形焊缝的连续焊接,无需操作人员中途干预,大幅提升生产效率。设备支持焊缝顺序设定、焊接参数分段调整,针对不同位置的环形焊缝(如筒体上下端对接缝、管板多圈环缝),可分别设定对应的焊接电流、填丝速度与氩气流量,确保每一道焊缝的质量达标。在换热器管板焊接中,设备可连续完成10圈以上的环形焊缝焊接,单块管板焊接时间较人工缩短80%,且焊缝间距均匀,避免了人工焊接中因频繁调整导致的焊缝偏移。这种连续焊接能力特别适用于批量生产中的复杂环形工件,减少了设备停机与参数调整时间,助力企业实现高效规模化生产。 层间温度控制≤150℃,减少焊接应力,避免厚壁焊缝裂纹。上海自动环缝焊机大概价格
高温 45℃环境稳定运行,控制柜强制散热,冷却能力达 2kW。上海全位置环缝焊机厂家
美焊 MWHF 系列环缝焊接专机采用填丝焊接工艺,通过精细控制填丝速度与填丝量,确保环形焊缝的填充饱满与熔深均匀,相比无填丝焊接工艺,更适用于厚壁环形工件焊接与焊缝补强。填丝焊接工艺可根据焊缝宽度与厚度灵活调整填丝量,避免出现焊缝凹陷、未填满等缺陷,尤其适用于锅炉、压力容器等对焊缝强度要求高的场景。设备的送丝机构采用步进电机驱动,送丝速度稳定可调,确保填丝量的精细控制,与焊接电流、焊接速度形成协同匹配,实现焊缝的均匀熔合。在厚壁压力容器环形焊缝焊接中,填丝焊接工艺通过多层多道焊接与精细填丝,确保焊缝从根部到表面的均匀熔深,提升焊缝的整体强度与韧性,满足压力容器承压运行的严苛要求。上海全位置环缝焊机厂家
- 自动环缝焊机大概价格 2026-05-09
- 福建自动环缝焊机大概价格 2026-05-09
- 上海自动环缝焊机操作 2026-05-09
- 重庆氩弧焊环缝焊机一般多少钱 2026-05-09
- 黑龙江环缝焊机 2026-05-09
- 甘肃环缝焊机专机 2026-05-09
- 浙江二手环缝焊机 2026-05-09
- 辽宁自动环缝焊机品牌排行 2026-05-08
- 北京轨道环缝焊机哪家好 2026-05-08
- 福建全位置环缝焊机设备制造 2026-05-08
- 上海环缝焊机批量定制 2026-05-08
- 江苏立式环缝焊机 2026-05-08


