含油废水使用智康低温蒸发浓缩设备案例:客户是一家机械加工企业,在生产过程中产生大量含油废水,含有矿物油、乳化液等多种污染物,成分复杂且难以降解。此前,该企业一直采用传统的化学药剂处理和物理过滤相结合的方法来处理含油废水。这种方法不仅需要消耗大量的化学药剂,还增加了原材料成本。此外,传统处理工艺对操作人员的技术要求较高,人工成本也相对增加。综合计算下来,企业每月在含油废水处理上的支出高达数十万元,给企业的经济效益带来了较大影响。该企业负责人对我司低温蒸发工艺和设备给予了高度评价。他表示:“在与智康环保合作之前,传统处理方法不仅成本高,而且效果不理想。自从采用了智康环保的低温蒸发设备和工艺后,我们的废水处理成本大幅降低,年节省危废处置费超120万元,处理效果也得到了提升。智康环保的专业团队为我们提供了周全的服务,从方案设计、设备安装调试到人员培训,每一个环节都做得非常到位。我们非常满意这次合作,也希望未来能够与智康环保继续保持长期稳定的合作关系。 寻找环保型浓缩设备?低温蒸发浓缩设备,减少废气排放,符合环保要求,绿色生产!零排放低温蒸发浓缩设备案例

葡萄汁果汁浓缩案例:某公司通过引进低温蒸发浓缩设备,建成浓缩生产线,采用低温浓缩技术生产葡萄浓缩果汁。该技术不会对香气造成加热破坏,生产出较传统原浆和高温浓缩汁更有竞争力的低温浓缩汁。产品品质明显提升:维生素C保留率从60%提升至92%,果汁色泽鲜亮,果香浓郁,产品单价提高15%,市场竞争力增强。低温浓缩技术的应用,使得葡萄缩果汁在香气保留和营养成分完整性方面表现优异,满足了消费者对品质、健康果汁的需求,从而在市场上具有较强的竞争力。该企业利用热泵真空低温蒸发器,实现了果汁的高效浓缩,同时保留了果汁的原有风味和营养成分,提高了产品质量和市场竞争力。肥料低温蒸发浓缩设备案例展示还在为设备安装调试犯难?我们厂家提供专业安装团队,快速完成安装调试,让您尽快投产!

节能降耗,绿色制造新方向:在当前强调可持续发展的大环境下,低温蒸发浓缩设备以其节能特性脱颖而出。该设备采用先进的低温蒸发技术,在较低温度条件下即可实现高效水分蒸发,大幅减少了对高热能的依赖。相比传统高温蒸发方式,不仅有效降低了整体运行能耗,还减轻了企业能源支出压力。同时,由于运行温度温和,设备材质损耗更小,使用寿命得以延长,进一步提升了投资回报率。这种以节能为重点的设计理念,契合现代工业向绿色、低碳转型的发展趋势,为企业在环保合规与经济效益之间搭建起一座坚实的桥梁。
低维护设计,降低全生命周期成本:除了运行阶段的节能表现,低温蒸发浓缩设备在维护便利性方面同样表现出色。得益于低温运行环境,设备内部结垢、腐蚀等问题减少非常多,关键部件磨损更慢,从而延长了检修周期。模块化结构设计使得日常保养与部件更换更加便捷,无需复杂拆卸即可完成常规维护。同时,自动化系统能记录运行数据并生成维护建议,帮助用户科学安排保养计划。这种从设计源头考虑长期使用体验的理念,有效降低了设备在整个生命周期内的综合成本,让企业真正享受到“省心又省钱”的使用价值。若设备发出异常声响,应立即停止操作,检查原因,排除故障后再继续运行!

热泵低温蒸发浓缩设备的运行过程中,物料成分会直接影响设备的换热效率和蒸发速率,进而左右处理能力。物料成分物料中含有的各类成分会从不同角度影响设备运行:结垢性成分:若物料含有大量钙、镁离子,或硫酸盐、碳酸盐等易结垢物质,运行过程中会在换热面形成坚硬的垢层,阻碍热量传递,随着垢层增厚,处理能力会持续下降。悬浮物与胶体:物料中的悬浮物、胶体颗粒会附着在换热表面,形成一层隔热层,同样会降低换热效率;若颗粒粒径较大,还可能堵塞设备管路或喷淋组件,造成进料不畅、蒸发不均。热敏性、腐蚀性成分:虽然这类成分不直接降低处理能力,但热敏性物料需控制更低蒸发温度,会间接增加热量消耗;腐蚀性成分会侵蚀换热组件,长期运行会导致换热面变薄、漏损,影响换热效率和处理能力。操作过程中,定期检查设备的加热系统,保证其正常工作,避免加热不均!中药低温蒸发浓缩设备
想要设备操作简便易上手?低温蒸发浓缩设备,人性化设计,操作简单,降低人员培训成本!零排放低温蒸发浓缩设备案例
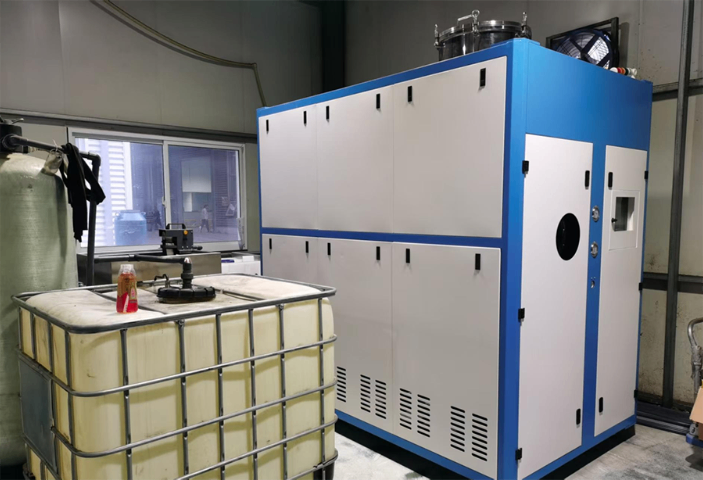
工业废水处理成本高、环保不达标?低温蒸发设备直接帮你解决难题!30-45℃低温运行,不用高温不用化学药剂,纯物理分离超安心,高盐、高COD、含重金属的废水都能搞定。废液浓缩减量90%以上,委外处置费一年省几十万甚至上百万!处理后的蒸馏水清澈达标,能直接回生产线循环用,电导率才190㎲/cm,COD去除率高达99%。全自动化运行+云端APP监管,多项数据实时监测,不用专人值守,异常情况提前预警。撬装式设计占地才6㎡,10年行业经验+1000+成功案例,化工、电镀、制药、机械加工等20多个行业都能用。现在下单快速出货,1小时响应、24小时上门服务,从水质检测到安装调试一站式搞定,环保合规+降本增效。零排放低温蒸发浓缩设备案例