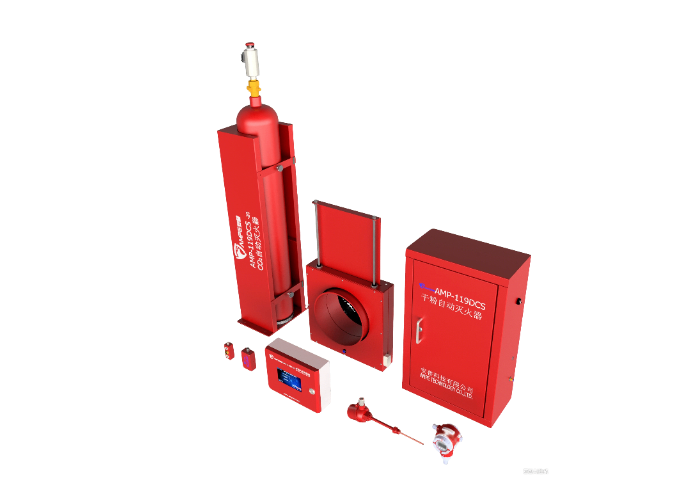
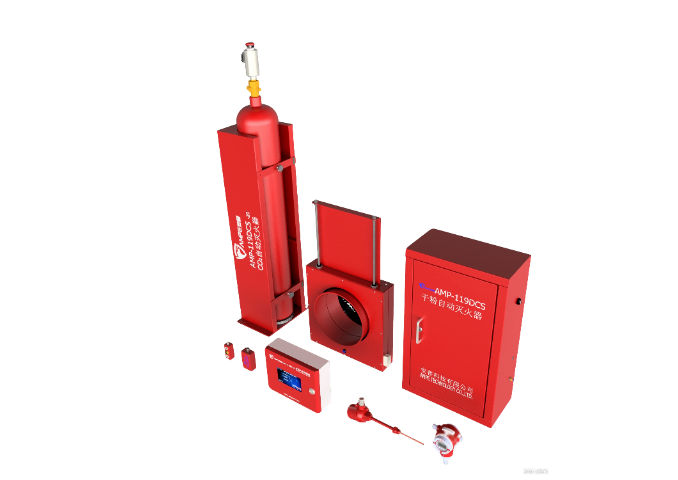
- 品牌
- 安普科技有限公司
- 型号
- AMP-119D.v21
- 重量
- 100kg
- 产地
- 江苏常州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 不锈钢
- 配送方式
- 物流
销售层面,该技术为企业带来很大的效率提升与成本节省。某浙江多品种混纺厂有6条生产线,每月换产15次,采用传统设备时,每次换产损失2小时产能(按每条线每小时产纱100kg、纱价20元/kg计算,单次损失4万元),年损失720万元;安装安普多路设备后,换产无停机损失,年避免产能损失720万元,设备采购成本(1台主控制器+6台从单元,总48万元)需1.3个月收回。此外,设备的“多通道校准功能”允许不同通道针对不同原料单独校准(如1号通道校准棉纺、2号通道校准化纤),避免交叉干扰,某广东混纺厂应用后,各原料的火花检出率均保持100%,误报率降至每月0.1次,较传统设备减少90%无效停机,生产效率提升12%。 火盾系统支持手机app,家具厂用,实时看设备状态,故障响应 2 小时,详情联系李经理。北京地沟防火探测器方案
无论是纺织还是木材行业,安全生产都是企业稳定经营的基础。安普科技以金属探测器、火花探测器、仓库防火系统、火盾系统为基础,结合不同企业工艺流程、车间布局、原料特性,提供贴合实际的安全防护方案。所有设备注重实用性、稳定性与易维护性,在长期运行中可保持较低故障率,帮助企业减少事故风险、降低维修成本、提升管理效率。经过多年行业应用,设备能够适应复杂工况,满足安全检查与生产运营双重需求,为企业持续健康发展提供可靠支持。湖南压力探测器应用行业金属探测器多模式切换,混纺厂用,棉麻化纤各适配,详情联系李经理。

木材加工企业需满足粉尘沉积厚度严禁超过 3.2 毫米的规范要求,传统人工巡检效率低、易遗漏。安普智能粉尘监测系统通过部署在车间各个区域的粉尘传感器,实时监测设备表面与地面的粉尘沉积厚度,当厚度接近阈值时触发警报,提醒人员及时清理。系统生成粉尘堆积热力图,指导巡检人员高效清理重点区域,减少人工投入,某江苏木材加工厂使用后,粉尘清理效率提升 40%,彻底杜绝因粉尘堆积超标引发的安全隐患,顺利通过应急管理部门的专项检查,成为当地粉尘防爆示范企业。
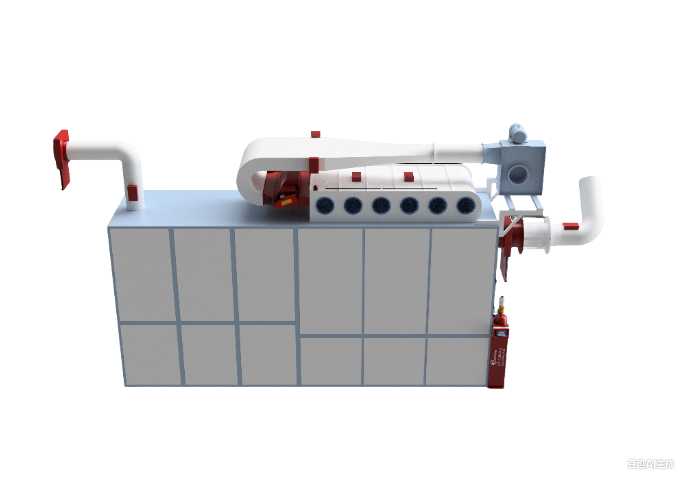
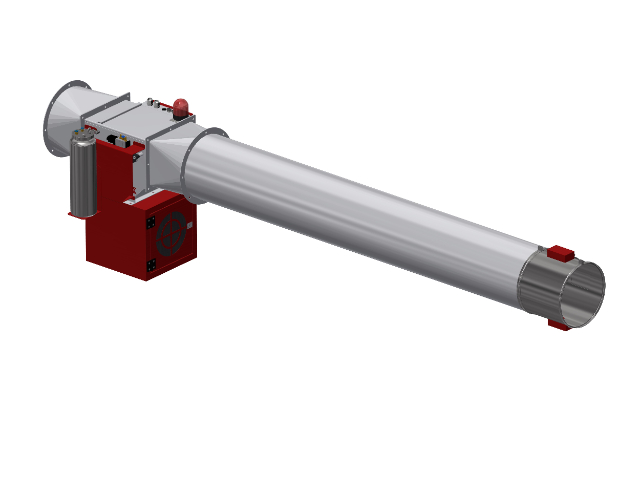
专为纺织厂气流输送管道设计的 AMP-119F.v20 型防火报警器,以 “快速响应、可靠防控” 为优势,成为开清棉设备、滤尘系统的安全标配。设备采用红外感应技术,对视角≥90 度的流动火花检测灵敏度达 Φ0.3mm,响应时间≤20 毫秒,远超行业平均水平。在 105db 高分贝声光报警的同时,可立即关断风机等关联设备,形成安全防护闭环。其 DC24V 宽压供电设计适配工业复杂电路环境,功率消耗<5VA,在 - 10°C 至 70°C 温度、≤60% 相对湿度的严苛条件下仍能稳定运行。某浙江纺织厂安装该设备后,成功拦截管道内火花37 次,避免了因火情蔓延导致的生产线停机损失,年节省直接经济成本超 20 万元。鹰眼探测器带实时显示,检测结果即时见,调参数便,详情联系李经理。
鹰眼设备的AI关联模型持续迭代升级,基于5000+纺织行业实测案例(涵盖棉、麻、丝、化纤等原料)优化算法,新增“异常火花识别”功能——可区分金属摩擦火花(持续时间10-50ms,光谱峰值1.2μm)与静电火花(持续时间<5ms,光谱峰值1.5μm),避免静电干扰导致的误报,在广东某化纤厂的应用中,误报率从每月0.5次降至0.1次。模型还支持“用户自定义样本库”,客户可将生产中遇到的特殊金属杂质(如铝制拉链碎屑、合金针头等)录入系统,通过100次以上采样训练模型,某山东废纺企业通过该功能,成功实现对直径2mm铝颗粒的精确识别,解决了废纺再生过程中的金属污染问题。 金火探设备带急停联动,木工机械用,火花即停机,防问题扩,详情联系李经理。河北火星探测器售价
二合一设备带气动剔除,面粉厂用,可靠除去金属杂质,不浪费原料,详情联系李经理。北京地沟防火探测器方案
废旧纺织品回收加工车间,原料中夹杂大量金属杂质(如拉链、纽扣、金属丝),传统人工分拣效率低、漏检率高,易导致后续设备卡堵、损坏。安普鹰眼三代金属探测器针对废纺特性优化探测效果,可有效识别 Φ2mm 的铝颗粒及各类金属杂质,采用传送带式探测设计,原料匀速通过时自动触发剔除装置,杂质剔除率达 99% 以上。设备支持与分拣生产线联动,无需人工干预,某山东废纺企业使用后,彻底解决梳理机针布损伤问题,设备采购量从 3 台追加至 15 台,生产效率提升 30%,原料利用率提高 15%,大幅降低生产成本。北京地沟防火探测器方案


- 浙江金属火花探测器什么价格 2026-05-08
- 湖南条形金属探测器联系方式 2026-05-08
- 河北119探测器符合安全设备标准 2026-05-08
- 江苏窗口金属探测器应用详情 2026-05-08
- 河北119探测器按需定制 2026-05-08
- 江西探测器符合安全设备标准 2026-05-08
- 北京探测器大概价格多少 2026-05-08
- 浙江清梳联防火探测器应用场景 2026-05-08