- 品牌
- 安普
- 型号
- AMP-EE01
安普设备平均无故障工作时间(MTBF)达15000小时,远超行业8000小时标准。某棉纺厂使用安普设备5年后,综合维护成本比更换其他品牌节省40%。其“以旧换新”政策对旧设备折价3000-5000元,进一步降低升级成本。例如,某企业通过替换欧洲进口设备,以三分之一价格实现同等性能,年维护费用减少60%。安普MCP物联网云平台支持设备状态实时监控,通过AI算法预测潜在故障。例如,某化纤厂通过云端预警提前更换老化传感器,避免因设备故障导致的日损失20万元。系统还提供历史数据追溯功能,帮助客户优化生产流程:浙江某企业通过分析金属杂质来源,改进原料采购标准,使杂质检出率下降40%。 安普设备支持远程运维,跨省也能管,技术支持李经理全程跟进。上海119探除器厂家
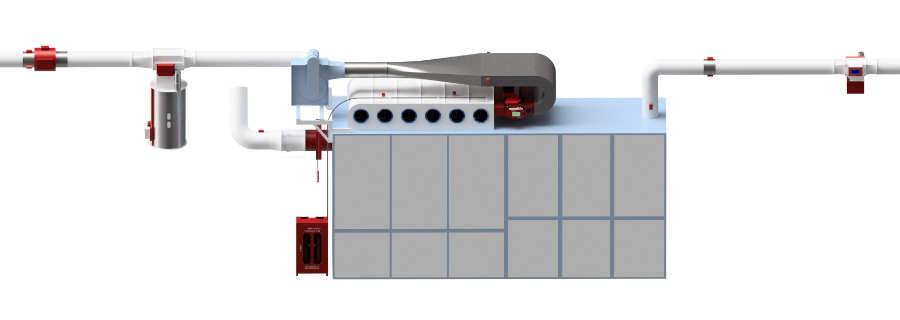
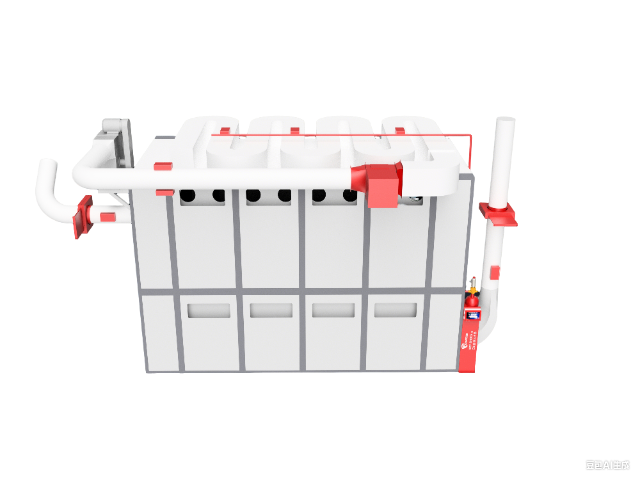
为确保在极端情况下仍能发挥防护作用,安普科技的金属火花探除器采用故障冗余设计,通过多模块备份提升设备可靠性。设备内置主备双探测模块,当主模块因故障失效时,备用模块可在50ms内自动切换运行,确保检测不中断;灭火系统配备双路气源/水源接口,一路出现堵塞或压力不足时,自动切换至备用管路。例如,在某纺织厂的滤尘管道中,主探测模块因粉尘覆盖临时失效,备用模块立即启动并成功捕捉到一个火星,及时触发灭火装置,避免了潜在问题。此外,设备的主要电路采用过流、过压、短路保护设计,当电网电压波动或遭遇雷击时,保护模块会自动切断电源,待故障排除后继续运行。这种冗余设计使设备的平均无故障工作时间(MTBF)达到15000小时以上,远高于行业平均的8000小时,为生产线提供了持续稳定的安全防护。 连云港金属星火探除器生产厂家设备纳入相关采购目录,某湖南企业通过公开招标采购 10 台,享受财政补贴 18 万元。
安普火花探除器响应速度达100ms,比行业平均快50%。以AMP-119KFM多仓用型号为例,其红外与紫外双光谱检测技术可识别直径≥0.5mm的火花,并在80毫秒内启动灭火程序。在山东德州某企业安装当晚,设备即成功拦截一次火情,避免了价值数十万元的原料损失。这种极速响应在高速气流纺纱机中尤为关键,可在火花移动1米内将其扑灭,可以防止火势蔓延。鹰眼探除器(AMP-EE01.V21)采用高频电磁感应技术,可检测2mm微小金属碎屑,包括铜、铝、不锈钢等非磁性金属。在山东某纺织厂测试中,8次测试全部准确拦截直径2mm的铝球,避免了金属杂质对梳棉机针布的损伤,降低断纱率30%以上,同时减少设备停机维护成本。针对羊毛原料的油脂干扰问题,设备通过“羊毛模式”自动补偿信号偏差,误报率降低90%。
安普产品的人性化设计与智能化功能降低了操作难度。金属火花二合一探测器采用7英寸触控屏,支持中文、英文等多语言操作,参数设置界面直观易懂。在湖北德永胜集团生产车间,新员工经过2小时培训即可单独完成设备校准与模式切换,较传统设备培训周期缩短70%。设备还具备自动诊断功能,可实时显示探头污染程度、气源压力等关键参数,当检测到异常时自动触发声光报警并生成故障报告,便于维修人员迅速找到问题。智能联动与远程管理提升生产效率。安普“火盾”系统可与清梳联主机、滤尘设备等实现无缝对接,当检测到火花时,自动关停相关设备并启动灭火装置,同时向管理人员手机推送报警信息。在苏州京正纺织智能化工厂,该系统通过与MES系统集成,实现了火情处置的全流程自动化,火灾响应时间从人工处置的3分钟缩短至2秒,年减少停机时间120小时。此外,客户可通过安普云平台远程查看设备运行数据、下载历史报警记录,实现了设备管理的数字化与透明化。 二合一设备集成探测排杂,响应 100ms,排杂成功率 99.5%,详情咨询李经理。
技术优势:鹰眼探除器具备探测高灵敏度,信号智能化识别,强抗干扰能力的全新探测系统。它对磁性和非磁性的金属如铁、铜、铝、不锈钢等各种金属都具备探测能力,能探测夹杂在纤维中高速流动的极微小的火花。设备采用智能判别技术,可自动模拟检测火花探测系统,有完整的故障报警和报警记录查询系统,还具备管理员、工程师、运维人员的三级管理密码,确保设备的安全和稳定运行。销售亮点:鹰眼探除器凭借灵活的安装方式和可调参数,能够适应纺织生产的多样化场景需求。它支持管道式、台式、在线式等多种安装模式,检测参数可通过触摸屏或远程系统进行精细化调节,包括灵敏度、探测范围、响应时间等。其外壳采用IP65防护等级设计,适应高湿度、多粉尘的复杂纺织车间环境,食品级不锈钢材质还可在医用纱布等敏感领域安全使用,拓宽了产品的应用范围,满足了不同客户的需求。 金属火花探测器搭载红外光电传感器,响应时间≤100ms,能捕捉 Φ0.5mm 流动火花。山西鹰眼探除器工厂直销
智能调向探测器在瑞士立达设备中批量应用,客户反馈火花检出率提升 30%。上海119探除器厂家
技术优势:AMP-119D.GC多路火花探除器采用红外紫外复合传感技术,可识别直径≥0.5mm的微小火花,并在5毫秒内触发灭火程序。其动态信号补偿算法能自动过滤机械振动、原料密度波动等干扰因素,确保在清花机、并条机等强震动工位稳定运行。设备内置自清洁镜头与恒温系统,可在-10℃至60℃的管道环境中持续监测,防护等级达到IP68,适应高湿度、强粉尘的复杂工况。此外,该探除器支持与PLC系统无缝连接,实现与后续设备的智能联动,当探测到火花时,可同步关停上游设备并启动灭火装置,形成闭环防护。销售亮点:该产品专为纺织滤尘系统设计,通过ATEX防爆认证(ExdbIICT6Gb),可在粉尘爆燃危险区域(20区、21区、22区)安全使用。其模块化灭火设计支持水、氮气、干粉等多种介质选择,例如在棉尘车间采用水基灭火降低成本,在化纤车间使用氮气灭火避免原料受潮。某印染厂安装后,成功拦截因设备摩擦产生的火花127次,彻底杜绝粉尘爆燃问题,直接减少经济损失超百万元。设备提供7×24小时技术支持,平均故障解决时间≤2小时,并配备18个月质保期,降低企业运维风险。 上海119探除器厂家

- 南京金属星火探除器什么价格 2026-04-14
- 无锡火花探除器设备厂家 2026-04-14
- 山西金属探除器联系方式 2026-04-14
- 安徽火花探除器设备厂家 2026-04-14
- 浙江鹰眼探除器 2026-04-14
- 南通星火探除器维修价格 2026-04-14
- 北京纺织探除器生产厂家 2026-04-14
- 江苏滤尘火花探除器生产厂家 2026-04-14