- 品牌
- 苏州飞得科机电有限公司
- 型号
- 齐全
- 类型
- 齐全
- 载荷状态
- 齐全
主流认证包括ISO6336齿轮强度计算标准、AGMA2004齿面接触评级、中国JB/T8853行星减速机技术条件。欧盟CE认证要求减速机符合MD机械指令与ENISO14121安全评估,出口北美需通过UL认证。能效方面,IEC60034-30-1将电机能效分为IE1至IE5等级,配套减速机需整体测试。润滑油选择需参照ISO黏度等级(如VG320重载齿轮油)与抗氧化标准(ASTMD943)。建议厂商取得ISO9001质量管理体系认证,并定期进行齿轮检测(如三坐标测量仪检测齿廓偏差≤8μm)。采购方应要求供应商提供完整的材料报告(包括齿轮钢的SAE8620H淬透性证书)与寿命测试数据(比较低5000小时加速试验)。减速机运行过热或异响?可能是轴承磨损或润滑不良,建议立即停机检修。江苏减速机维修工厂
减速机的防护等级直接决定其在不同环境中的适应能力,常用 IP 代码表示。IP54 防护等级可防止灰尘侵入和飞溅水影响,适用于一般工业车间;IP65 等级能完全防止灰尘进入并抵御低压喷水,适用于户外或多尘环境。在潮湿环境中,需选择具有防锈处理的减速机,箱体表面采用镀锌或喷漆工艺,内部零件进行防腐处理。高温环境下应选用耐高温润滑油和密封件,确保在 - 40℃至 100℃等极端温度下正常工作。腐蚀性环境则需采用不锈钢材质或特殊涂层的减速机,避免化学物质侵蚀影响性能。苏州行星齿轮减速机报价在新能源领域,如风力发电机组中也扮演主要角色。

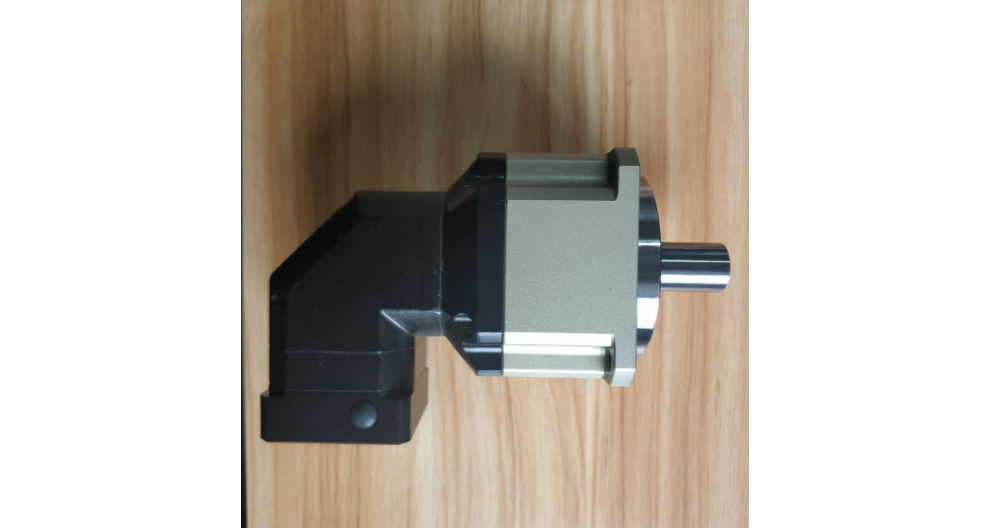
传动比是减速机选型的主要参数,直接影响设备的转速和扭矩输出。确定传动比需明确原动机转速和工作机所需转速,通过公式 “传动比 = 原动机转速 ÷ 工作机转速” 初步计算。但实际选型中需考虑传动效率损耗,不同类型减速机效率不同,齿轮减速机效率约 90%-95%,蜗杆减速机约 70%-90%,需对理论传动比进行修正。同时要结合工作机负载特性,如冲击负载需适当提高传动比以增加输出扭矩。还需参考减速机制造商提供的传动比系列表,选择标准传动比型号,降低定制成本,确保选型精细且经济适用。
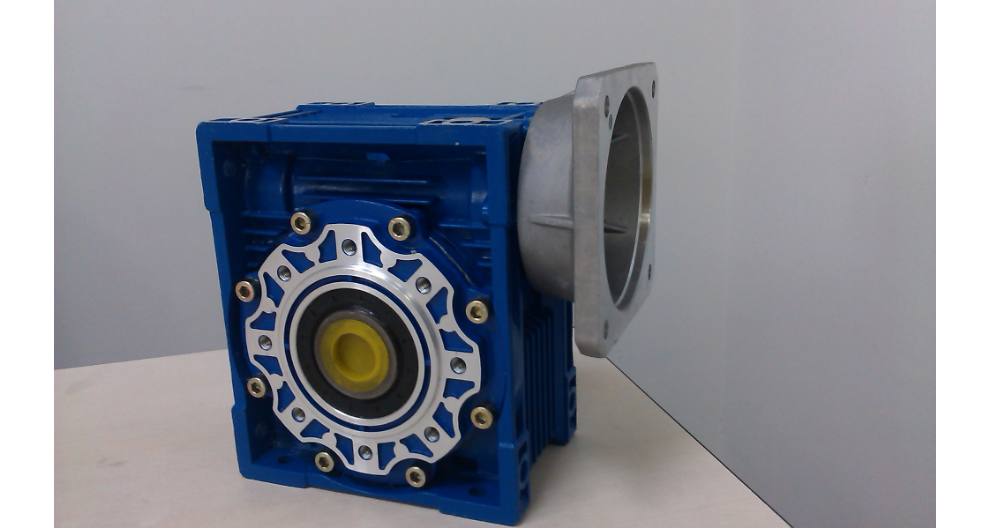
齿轮材料的热处理工艺直接影响其力学性能,20CrMnTi 等合金结构钢常采用渗碳淬火处理,渗碳层深度为 0.8-1.2mm,表面硬度可达 HRC58-62,心部硬度为 HRC30-45,兼顾耐磨性和韧性。45 钢等中碳钢采用调质处理后表面淬火,调质硬度为 HB220-250,表面淬火硬度为 HRC45-55,适用于中等载荷齿轮。蜗杆材料多为 40Cr,经调质和表面淬火处理,硬度达 HRC50-55,蜗轮材料为锡青铜 ZCuSn10P1,无需淬火处理,利用其良好的减摩性与蜗杆配合。热处理过程需严格控制温度和时间,确保齿轮性能均匀稳定,减少变形和开裂风险。斜齿轮减速机传动平稳,噪音低,扭矩大,适配各种电机,满足多样化需求。
科学的维护可延长减速机3-5倍使用寿命。第一步需定期监测油位与油质:矿物油每2000小时需更换,合成油可延长至8000小时,混用油品会导致添加剂失效。第二步检查密封件状态,渗油故障中65%源于密封老化。第三步通过振动分析仪检测轴承状态,早期内圈磨损可通过频谱分析识别。第四步齿轮啮合面需每季度检查点蚀与剥落情况,使用工业内窥镜可免拆解检测。第五步严格执行热机再启动流程,避免低温启动造成的润滑失效。建议建立维护档案,记录每次保养的振动值、温度等数据,利用趋势分析预测故障周期。某水泥厂通过实施标准化维保,将减速机故障率从12次/年降至2次/年。减速机在矿山机械中承担重载驱动任务,适应恶劣工况环境。江苏减速机维修工厂
斜齿轮减速机传动效率高,运行平稳,适用于连续工作制场合。江苏减速机维修工厂
齿轮作为减速机的主要传动零件,其加工工艺直接影响传动精度和使用寿命。圆柱齿轮加工通常经过锻造、正火、粗加工、调质、精加工等工序,锻造可改善金属组织,提高齿轮强度;正火处理细化晶粒,消除内应力。齿形加工采用滚齿、插齿等方法,高精度齿轮需进行剃齿或磨齿加工,磨齿精度可达 GB/T 10095 中的 5 级。蜗杆加工多采用车削或磨削,蜗轮则采用滚齿或飞刀切削,精密蜗轮需进行珩齿处理。齿轮加工过程中需严格控制齿厚、齿形误差和齿向误差,确保啮合平稳,降低噪声和磨损。江苏减速机维修工厂

- 浙江伺服减速机定做 2026-05-11
- 苏州蜗轮减速机多少钱 2026-05-11
- 行星减速机维修多少钱 2026-05-11
- 杭州行星减速机要多少钱 2026-05-11
- 苏州行星齿轮减速机维修厂家 2026-05-11
- 江苏行星齿轮减速机维修找哪家 2026-05-11





