成为一种灵活且高效的焊接解决方案,完全能满足汽车制造等行业对焊接质量和工艺的严格要求。大功率H系列电容储能焊机:大型部件焊接的“全能选手”-25KJ/30KJ/35KJ/40KJ大功率H系列主要应用于大型零部件的多点凸焊和环形凸焊,在车门框架、汽车座椅滑轨、热水器进出水管、洗碗机内胆等大型部件焊接方面优势明显。它刚性强,保障了焊接过程的稳定性和可靠性;设计紧凑、占地面积小,节省了宝贵的生产空间;能完美适配大型零部件,拓宽了应用范围。而且,它完全符合欧洲CE标准和北美CUL标准,品质有保障;焊接清洁可靠,减少了后续处理工序;充电时间只需1秒,极大地提高了生产效率,为企业带来更高的经济效益。客户定制专机:焊接需求定制的“专属工匠”亨龙的客户定制专机服务,专为有特殊焊接需求的客户打造。在焊接工艺方面,专业团队会依据客户的独特要求,精确匹配适宜的焊接技术,无论是复杂的焊接流程,还是对焊接质量的严苛标准,都能完美达成;针对不同生产规模,团队会合理规划设备产能,定制的设备既能满足大规模生产时的高效需求,也能适配小批量生产的灵活调度。凭借专业的技术和用心的服务,从前期设计到后期调试。线节拍8–25 s无极调,订单大小都能接。储液器焊机样件试焊

在工业生产中,电阻焊设备以其**、**、节能等***,广泛应用于汽车、家电、电子、航空航天等多个领域。然而,市场上电阻焊设备的种类繁多,性能各异,如何选择**适合自己生产需求的电阻焊设备,成为了许多企业关注的焦点。本文将从电阻焊设备的分类、选型原则、关键因素等方面,为大家详细介绍如何选择**适合的电阻焊设备。电阻焊设备的分类电阻焊设备根据其工作原理和应用范围的不同,可以分为点焊机、凸焊机、缝焊机、对焊机等几大类。各类电阻焊设备在结构、功能、性能等方面各有特点,适用于不同的焊接需求。1.点焊机点焊机是**常见的电阻焊设备之一,主要用于金属薄板、线材等工件的点焊。点焊机通过电极对工件施加压力并通电,使工件接触部位产生电阻热,从而实现焊接。点焊机具有焊接速度快、效率高、操作简便等***。2.凸焊机凸焊机主要用于焊接带有凸点的工件,常见有螺母、螺栓等。凸焊机通过电极对工件施加压力并通电,使凸起部分与工件接触部位产生电阻热,从而实现焊接。凸焊机具有焊接牢固、焊接变形小等***。3.缝焊机缝焊机主要用于焊接金属薄板的长缝,如油箱、水箱等。缝焊机通过滚轮电极对工件施加压力并通电,使滚轮电极与工件接触部位产生电阻热。储液器焊机样件试焊自动上下盖对位,取消熟手定位工,月薪8千直接省。

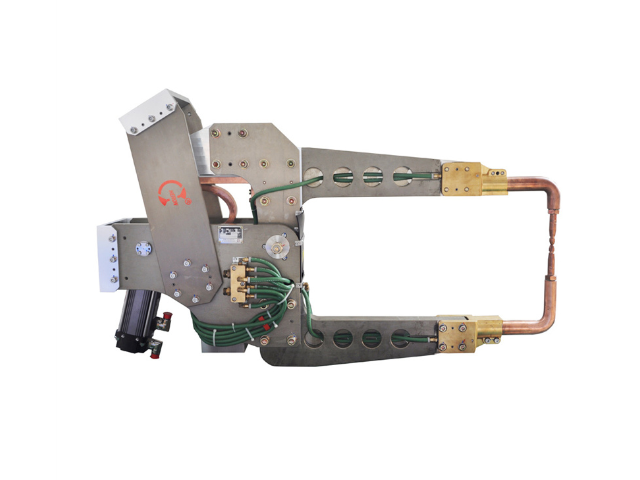
在竞争白热化的汽车制造领域,企业都在全力追逐提高生产效率、确保产品质量稳定以及削减成本这几个关键目标。然而,众多汽车制造商都遭遇着一连串的难题,像是焊接产品的稳定性差、人力成本高昂、工作场地占用面积过大以及生产效率不高等等。广州亨龙智能装备股份有限公司曾为一位深陷此类困扰的客户量身定制了一批储能焊接设备,成功解决了他的燃眉之急。这是一家颇有名气的汽车配件制造商,在车身配件螺母的焊接生产流程中遇到了麻烦。传统的焊接工艺问题重重,让企业颇为头疼。先来说说工件焊接方面的情况。传统焊接工艺下的产品稳定性欠佳,螺母焊接不牢固容易掉落这种情况时有发生。这不仅有损产品质量,甚至还可能引发安全风险。再看人力与场地方面。传统焊接设备对人工的依赖程度极高,这直接导致了人力成本的大幅攀升,而且工作场地被大量占用,企业运营成本也就随之增加。还有生产效率与耗材成本方面。客户目前使用的焊接工艺需要进行攻丝回牙和补焊,这使得生产效率极为低下,同时还增加了不必要的耗材成本,像气体和焊丝等。为了化解客户面临的这些难题,亨龙引入了中压电容储能电阻焊工艺,为其精心设计了一台高效且稳定的储能焊机。
如汽车零部件、航空航天结构件、电子产品的外壳等。操作要点:精确控制焊接电流、时间和压力,确保焊接接头的良好形成;焊前需对工件进行彻底清洁,去除油污和氧化膜,以提高焊接质量;对于大面积或复杂形状的焊接,可能需要采用多点或连续焊接技术,以避免局部过热和变形。2.钨极氩弧焊(TIG焊):特点:焊缝金属致密,接头强度高、塑性好,可获得质量好的接头。适用范围:泛应用于板厚1至20毫米的铝合金焊接。操作要点:采用交流电源以产生阴极雾化作用,焊前预热(尤其对于厚度大于10毫米的焊件)。3.熔化极氩弧焊(MIG/MAG焊):特点:电弧功率大,焊接速度快,适用于厚件焊接(厚度可达50毫米以下)。适用范围:尤其适用于自动化和半自动化焊接。操作要点:推荐使用双脉冲焊接技术,以改善焊缝成型,减少气孔和变形。三、铝合金焊接的技术难点及解决方法1.焊接变形:①铝合金热导率大,约为钢的2到4倍,且耐热性差,焊接时容易产生变形。②解决方法:采用预热、小电流焊接、多层多道焊等方法控制变形。2.气孔问题:①铝合金焊接时,熔池中的氢不易排出,容易形成气孔。②解决方法:使用高纯度的氩气保护,并控制焊接速度,使熔池有足够的时间排气。零点定位+快换销,夹具切换无扳手,停机≤5分钟。

以混合气体保护焊为例)技术特点:混合气体保护焊通常采用氩气和二氧化碳等混合气体作为保护介质,依靠焊丝与焊件之间产生的电弧来熔化金属进行焊接。具有成本相对较低、焊接工艺适应性强、可进行全位置焊接等优点。适用范围:可焊接各种厚度的热成型钢,对于中厚板(3-10mm)的焊接应用较为广。在汽车制造的一些非关键结构部位或维修领域使用较多。操作要点:保证气体保护的效果,防止空气侵入焊缝。合理选择焊丝直径、焊接电流、电压和气体流量等参数。根据热成型钢的厚度和焊接位置调整参数,确保焊缝成型良好。同时,要注意焊接过程中的防风措施,风速过大时应采取防护措施或停止焊接。此外,要对焊接区域进行严格清理,去除油污、铁锈等杂质,以保证焊接质量。五、热成型钢的技术难点及解决方法(一)焊接裂纹技术难点:热成型钢在焊接过程中极易产生冷裂纹和热裂纹。冷裂纹主要是由于氢的扩散、焊接应力以及淬硬组织的形成所导致;热裂纹则是由于焊缝金属在凝固过程中,低熔点共晶物的存在,在拉应力作用下产生。解决方法:对于冷裂纹,焊前进行预热,预热温度一般在100-200℃之间,根据钢材厚度和成分适当调整;严格控制焊接工艺参数,减少氢的来源。空程速度2 m/s,机器人走位快到飞起。甘肃大功率储液器焊机
智能休眠,待机5分钟自动断电,年省千度电。储液器焊机样件试焊
需要更加严格地控制焊接工艺。三、热成型钢焊接的技术要点(一)焊接材料的选择根据热成型钢的成分和性能,选择与母材化学成分、强度等级相匹配的焊接材料。例如,对于含碳量较高的热成型钢,应选择低氢型且具有良好抗裂性能的焊接材料,以减少焊接裂纹的产生。(二)焊接工艺参数的优化精确控制焊接电流、电压、焊接速度等参数。合理的热输入是关键,过大的热输入会导致接头组织过热,降低强度和硬度;过小的热输入则可能造成未焊透或焊缝成型不良。需通过大量试验确定针对不同厚度和接头形式的合适工艺参数。(三)焊接顺序和方向合理安排焊接顺序和方向,以减少焊接应力和变形。对于复杂的热成型钢结构件,应采用对称焊接、分段焊接等方法,使焊接应力能够均匀分布,避免局部应力集中。四、热成型钢的主要焊接方式(一)电阻焊技术特点:电阻焊利用电流通过焊件接触点产生的电阻热进行加热,在压力作用下形成焊接接头。具有焊接速度快、生产效率高、焊接变形小、易于自动化等优点,而且不需要填充材料,能够较好地保持热成型钢的原有性能。适用范围:适用于焊接厚度在-3mm左右的热成型钢薄板。常用于汽车车身制造中热成型钢部件的连接。储液器焊机样件试焊
在全球制造业向智能化、数字化转型的进程中,焊接设备作为工业连接的**载体,正在经历从“传统经...
【详情】它能够精确控制每一个操作步骤,确保零部件的尺寸精度和表面质量。经其加工的零部件,精度极高、稳...
【详情】控制焊接参数:焊接参数对强度高度钢的焊接质量具有重要影响。需要严格控制焊接电流、电压、焊接速...
【详情】在工业生产中,电阻焊设备以其**、**、节能等***,广泛应用于汽车、家电、电子、航空航天等...
【详情】在工业生产中,电阻焊设备以其**、**、节能等***,广泛应用于汽车、家电、电子、航空航天等...
【详情】如车门内板、车身框架等部位的点焊和缝焊。操作要点:严格控制焊接电流、焊接时间和电极压力。根据...
【详情】在电阻焊行业,一台焊机的寿命到底是多少?你或许正在为下一条产线做预算,或许正在复盘上一台设备...
【详情】原始的技术配置是焊机具有长期价值的关键因素,亨龙智能电阻焊机的**技术配置包括:①中频逆变直...
【详情】有效提高了生产线的整体产出能力,满足了汽车制造行业对于高效生产的迫切需求。3.成本的降低:减...
【详情】