- 品牌
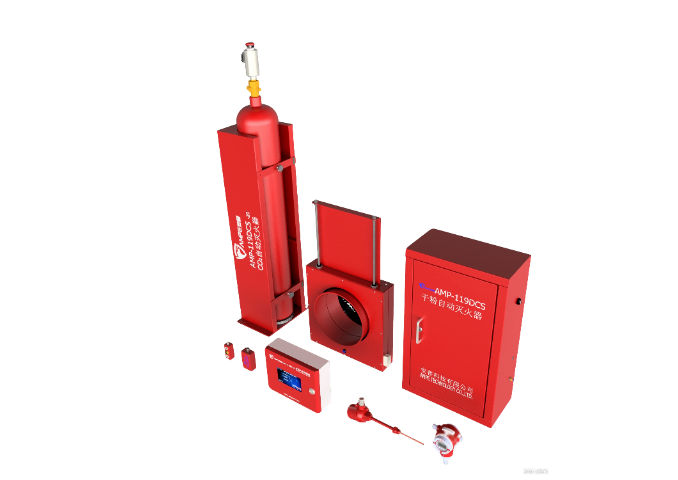
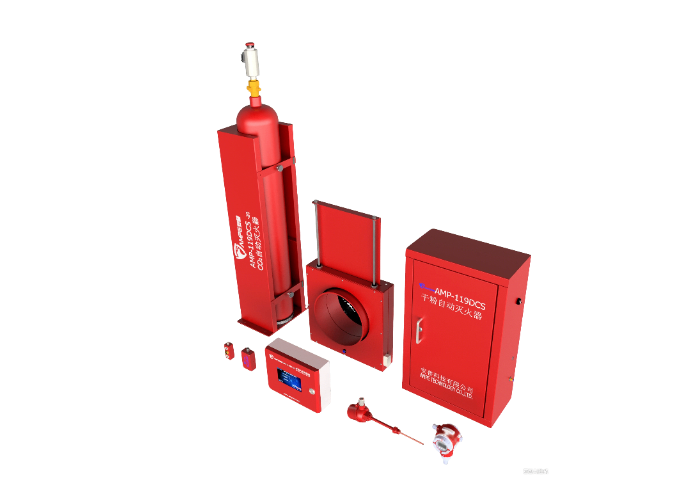
- 安普科技有限公司
- 型号
- AMP-119D.v21
- 重量
- 100kg
- 产地
- 江苏常州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 不锈钢
- 配送方式
- 物流
对于拥有多条生产线、多管道并行的大型纺织企业(如年产5万吨以上的集团),多路设备的多通道协同能力可大幅提升管理效率。某山东纺织集团有8条生产线、24条输棉管道,传统方案需24台单通道探测器,配备4名巡检员(每人负责6条管道),每天巡检耗时4小时;采用1台多路主控制器+12台从单元(覆盖24条管道),需1名巡检员通过主控制器触摸屏查看所有通道状态,每天耗时1小时,年节省人力成本28.8万元(按人均年薪9.6万元计算)。设备的“集中联动”功能避免跨通道火情扩散,某浙江化纤厂曾发生3号管道火花,传统设备关闭3号管道,火情蔓延至相邻4号管道;多路设备触发跨通道联动,同时关闭3-5号管道并启动总灭火,避免损失扩大,单次减少损失50万元。 金属探测器带高速检测,不耽误产线节拍,效率高,详情联系李经理。山东EE01探测器联系方式
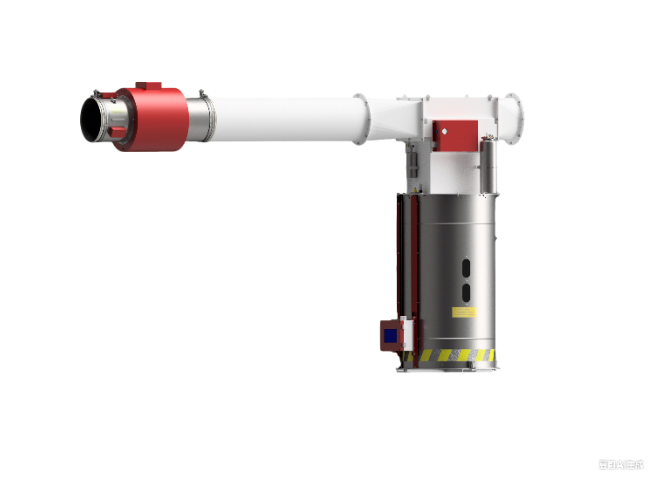
纺织滤尘系统是车间安全重点部位,管道内部棉尘、化纤粉尘堆积,一旦出现火花极易引发燃烧甚至蔓延。 安普火花探测器采用适合粉尘环境使用的监测结构,响应速度快,能够在火花形成初期捕捉信号并发出指令。 设备与管道灭火装置、除尘风机实现联动,监测到异常时可快速启动喷淋或切断气流,阻止火情沿管道扩散。 外壳采用防静电与防尘处理,可在高粉尘、高湿度环境下持续工作,减少外界因素对监测效果的影响。 系统运行数据可实时上传,便于企业进行安全追溯与台账管理,满足纺织行业粉尘防爆相关要求,为滤尘系统安全运行提供支撑。四川多功能探测器如何定价三合一系统带数据存储,历史记录可查,溯源更方便,详情联系李经理。

混纺车间原料种类多、切换频繁,不同纤维的火花特性差异明显,人工调整参数耗时较长。安普多路火花探除器内置多种原料对应参数库,可根据原料类型自动匹配检测方式,换料时无需频繁手动设置,缩短切换耗时。红外传感器可判断原料密度与颜色变化,自动调用适配方案,降低人工操作压力。设备符合纺织行业安全相关规范要求,可生成运行记录与安全报告,助力企业完成安全审核。设备响应速度快,出现火花可快速启动灭火与隔离动作,阻断火情扩散。投入使用后,混纺企业换产效率提高,安全隐患响应更及时,部分企业凭借稳定的安全管理能力拓展外部市场,订单结构得到优化。
在纺织企业的清花、梳棉、并条等前纺工序中,原料输送速度快、粉尘浓度高,金属杂质与机械摩擦产生的火花,都会对设备与生产安全构成威胁。安普科技金属火花一体化检测装置,采用多频段电磁感应与红外光学监测组合方式,能够在高速输送状态下识别原料中混入的金属异物,同时对管道内出现的火花信号做出快速反应。设备自带抗震动与抗干扰处理逻辑,可适应车间连续运转环境,减少误动作带来的生产中断。装置可与生产线控制系统对接,出现异常时自动启动剔除或停机指令,降低设备损坏与火灾风险。整体结构采用防尘密封设计,适合棉纺、麻纺、化纤等多种纺织场景使用,帮助企业稳定生产流程,提升现场安全管理水平。
金属探测器多模式切换,混纺厂用,棉麻化纤各适配,详情联系李经理。
作为清梳联生产线的防护设备,AMP-119A3.v24 型火花探除器创新红外感应双技术,微小火花的检测。设备针对纺织生产中金属摩擦产生火花的典型风险,构建 “先探测、早预警、快处置” 的防护体系:火花探测模块捕捉≥0.5mm 微小火花并联动灭火,双重防护确保生产安全。其模块化设计支持快速安装与维护,可无缝对接现有生产线,无需大规模改造。某广东纺织集团应用该设备后,多次拦截火情。依托安普科技与扬州大学联合实验室研发的 AI 算法,设备能有效区分正常工艺火花与异常摩擦火花,误报率控制在行业比较低水平。火花探测器带联动风机,火情时抽火源,助灭火,详情联系李经理。湖南探测器符合安全设备标准
鹰眼探测器带夜间模式,弱光环境也清晰,全天候可用,详情联系李经理。山东EE01探测器联系方式
羊毛纺织梳理工序纤维易产生静电,粉尘较多,金属杂质会损伤针布,火花则可能引燃粉尘。 安普火花金属复合探测器针对羊毛工况优化信号处理方式,强化静电干扰过滤,可区分静电与危险火花,同时识别细小金属颗粒。 设备与梳理机实现联锁,出现异常及时停机并提示维护,减少针布刮伤与更换频率。 机身密封防尘,适应车间高粉尘环境,长期运行不易积灰短路。 内蒙古多家羊毛纺织企业使用后,设备停机次数减少,针布损耗下降,生产连续性增强,车间安全事件发生率保持在较低水平。山东EE01探测器联系方式

- 江西抓包机防火探测器 2026-04-18
- 福建EE01探测器售后 2026-04-18
- 江西温度探测器售价 2026-04-18
- 北京数字金属探测器设备厂家 2026-04-18
- 江苏3000探测器方案 2026-04-18
- 福建数字火花探测器价格 2026-04-18
- 山东火星探测器厂家供应 2026-04-17
- 北京2000探测器方案 2026-04-17