- 品牌
- 诚之旺
- 型号
- 0.1-30
- 尺寸
- 8-1000
- 重量
- 1T
- 产地
- 无锡
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 304
- 配送方式
- 物流专车
在现代化工业体系中,不锈钢无缝管如同人体的血管系统,默默支撑着石油、化工、能源、医疗等领域的稳定运行。这种具有中空截面且无接缝的长条钢材,凭借其优异的耐腐蚀性、强高度和精密性,成为高压、高温及严苛环境下的优先材料。从深海油气开采到核电站重心部件,从航空航天发动机到城市饮用水系统,不锈钢无缝管的技术演进与产业升级,正深刻影响着全球工业文明的进程。不锈钢无缝管的抗腐蚀能力源于其独特的合金成分设计。当钢中铬含量达到12%时,表面会形成一层致密的氧化膜(Cr₂O₃),这种自钝化膜可有效阻隔氧气、水蒸气及化学介质的侵蚀。以304不锈钢为例,其含铬18%、镍8%,在常温下可抵抗大气、蒸汽和弱腐蚀性介质;而316L不锈钢通过添加2%-3%的钼元素,明显提升了抗点蚀和缝隙腐蚀能力,成为海洋工程和化工领域的**材料。不锈钢无缝管通过整体成型工艺制造,无焊接缝隙,从根本上避免了介质渗漏风险。电缆部件不锈钢无缝管制造
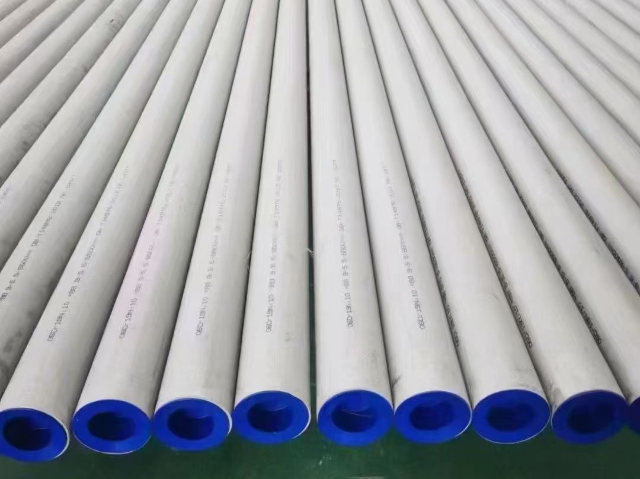
不锈钢无缝管是一种具有中空截面、周边没有接缝的长条钢材。它是通过热轧、冷轧或冷拔等工艺方法,由不锈钢坯料加工而成。这种独特的结构使其在承受压力、传输流体介质等方面表现出色,能够有效地保证系统的密封性和稳定性。例如,在高压蒸汽管道系统中,不锈钢无缝管能够安全可靠地将高温高压的蒸汽输送到指定地点,而不会发生泄漏等安全事故。质优的不锈钢无缝管源于高质量的原材料。一般采用符合标准的不锈钢钢锭或连铸坯作为起始原料。这些原料在进入生产线前,要经过严格的化学成分分析和物理性能检测,确保其各项指标满足后续加工的要求。同时,为了提高材料的纯净度,还会进行必要的精炼处理,去除其中的杂质和非金属夹杂物。例如,通过真空脱气等方式,可以有效降低钢中的氢含量,减少气泡缺陷的产生,从而提高钢管的质量。河北化工设备不锈钢无缝管行情在反复加载或振动工况下(如桥梁、机械轴),不易产生疲劳裂纹,稳定性优异。

原料准备与冶炼是确保无缝管质量的基础。原料主要包括废钢、铁水、铬铁、镍铁、钼铁等合金原料,需经过严格的成分检测和筛选,确保杂质含量符合要求。冶炼过程通常采用“电弧炉+AOD炉”或“电弧炉+VOD炉”的组合工艺:首先在电弧炉中将原料熔化,得到初步钢水;随后将钢水送入AOD炉(氩氧脱碳炉),通过吹入氩氧混合气体降低碳含量,并调整铬、镍、钼等合金元素的比例,使钢水成分达到标准;对于**无缝管(如超纯奥氏体无缝管),还需经过VOD炉(真空吹氧脱碳炉)精炼,进一步去除氢、氮等气体杂质,提高钢水纯度。冶炼过程中,通过光谱分析仪实时监测钢水成分,确保合金元素含量精细控制,例如316L无缝管的钼含量需严格控制在2.0%-3.0%,碳含量≤0.03%,以保证其耐腐蚀性和焊接性能。
不锈钢无缝管作为一种重要的工业材料,具有诸多优异的性能特点和广泛的应用领域。其生产工艺复杂且精细,涉及多个环节和技术要点。目前,该行业正处于快速发展阶段但也面临着一些挑战。展望未来,随着技术的不断创新和市场需求的变化,不锈钢无缝管将朝着高性能化、绿色环保化、智能化制造和定制化服务的方向发展。对于企业和研究者来说,抓住发展机遇、应对挑战并不断创新将是实现可持续发展的关键所在。同时,加强对不锈钢无缝管的基础研究和应用领域拓展也将有助于推动整个行业的技术进步和发展。冷轧无缝管精度更高、表面更光洁,适合精密场景。

在航空航天领域,不锈钢无缝管向轻量化与强高度方向突破:航空发动机:GE公司采用Inconel 718镍基合金无缝管制造燃油管路,通过热等静压(HIP)技术消除微观缺陷,使管材在650℃下仍保持1200MPa的屈服强度,较传统钛合金管减重30%。火箭推进系统:长征五号运载火箭的液氧/煤油发动机中,304L不锈钢波纹管通过液压成型工艺实现±15°的柔性补偿,在-196℃低温下仍能承受8MPa压力,确保燃料输送稳定性。在建筑与医疗领域,不锈钢无缝管正重新定义安全标准:饮用水系统:上海中心大厦采用316L薄壁不锈钢水管(壁厚0.8mm),通过卡压式连接技术实现无渗漏安装,较传统镀锌钢管减少70%的水质二次污染风险,使用寿命达70年以上。医疗器械:达芬奇手术机器人采用316LVM(真空熔炼)不锈钢无缝管制造内窥镜导管,其表面粗糙度Ra≤0.2μm,通过电解抛光工艺消除细菌附着点,满足FDA对植入物的生物相容性要求。船舶与海洋工程常用无缝管抵抗海水与盐雾侵蚀。天津机械设备不锈钢无缝管供应商
在食品、饮料、制药生产线中,是卫生级管道的理想用材。电缆部件不锈钢无缝管制造
穿孔是将钢坯转化为管坯的关键环节,也是无缝管“无缝”特性的重心保障。穿孔工艺主要有斜轧穿孔和压力穿孔两种,其中斜轧穿孔应用较为普遍。具体流程为:将冶炼合格的钢水铸成圆坯,圆坯经加热炉加热至1150-1250℃(奥氏体不锈钢的再结晶温度区间),使晶粒均匀细化,提高塑性;加热后的圆坯送入穿孔机,在轧辊的旋转作用下,圆坯中心被顶头穿透,形成空心管坯(荒管)。穿孔过程中,需严格控制加热温度、轧辊转速和顶头位置,确保管坯的壁厚均匀性和内径精度,避免出现壁厚不均、内折、外折等缺陷。对于小直径无缝管,还需采用冷穿孔工艺,以提高管坯的尺寸精度。电缆部件不锈钢无缝管制造

热轧工艺过程:加热工序:将准备好的不锈钢坯料送入加热炉中,加热至合适的温度范围,通常在1150 - 1250℃之间。在这个温度下,钢材具有良好的塑性,便于后续的变形加工。然而,过高的温度可能导致晶粒粗大,影响力学性能;过低的温度则会使变形抗力增大,增加能耗且不利于成型。因此,精确控制加热温度和时间是关键环节之一。穿孔操作:这是热轧工艺的重心步骤。利用穿孔机将加热后的实心坯料穿成一个空心毛管。在这个过程中,顶头的设计和调整至关重要。合理的顶头形状和位置能够使金属均匀变形,避免出现壁厚不均等问题。同时,要注意润滑剂的使用,以减少摩擦,延长工具寿命,并保证穿孔过程的顺利进行。例如,采用石墨基润滑剂可...
- 安徽海洋工程不锈钢无缝管报价起浮 2026-05-08
- 河北机械设备不锈钢无缝管什么地方种类齐全 2026-05-06
- 河南不锈钢无缝管什么地方种类齐全 2026-05-06
- 浙江海洋工程不锈钢无缝管种类使用 2026-05-06
- 内蒙古航空材料不锈钢无缝管优点用途 2026-05-06
- 江西化工设备不锈钢无缝管硬度 2026-05-06
- 河北环保设备不锈钢无缝管什么地方种类齐全 2026-05-06
- 新疆不锈钢无缝管 2026-05-05
- 内蒙古进口不锈钢无缝管行情 2026-05-05
- 山西不锈钢双相钢不锈钢无缝管什么地方种类齐全 2026-05-05

- 河北不锈钢无缝管材质有哪些 2026-05-04
- 山东机械设备不锈钢无缝管 2026-05-04
- 福建机械设备不锈钢无缝管市场利润 2026-05-04
- 山西特殊钢不锈钢无缝管优点用途 2026-05-04
- 安徽建筑工程不锈钢无缝管什么地方便宜 2026-05-04
- 河北环保设备不锈钢无缝管防锈 2026-05-04






- 内蒙古高温材料不锈钢工业板软件APP 05-08
- 上海海洋工程不锈钢工业板防腐蚀性能 05-08
- 机械设备不锈钢钢带硬度 05-08
- 内蒙古进口不锈钢工业板什么地方便宜 05-08
- 北京高温材料不锈钢工业板装饰效果 05-08
- 上海蒸发器设备不锈钢工业板市场利润 05-08
- 特殊钢不锈钢工业板厂家 05-08
- 高温材料不锈钢工业板优点用途 05-08
- 内蒙古高温材料不锈钢工业板行情 05-08
- 江西海洋工程不锈钢无缝管价格 05-08