- 品牌
- 伊比精密科技有限公司
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
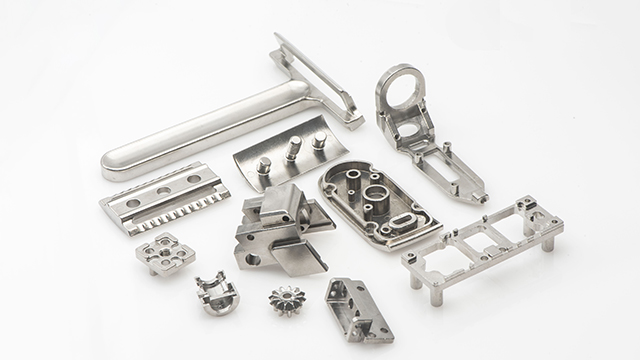
在机器人样机研发阶段,频繁的结构改动要求制造工艺具备极高的灵活性。MIM工艺目前正在与快速成型(如粘结剂喷射金属打印)实现技术协同。研发人员可以先利用金属3D打印进行结构方案的初步验证,利用其无需模具的特性进行多轮迭代。一旦结构定型并确认需要进入批量试产,则平滑过渡到使用相同材料体系的MIM工艺。由于两者的烧结致密化原理相似,研发阶段积累的收缩数据和性能指标对MIM量产具有较高的参考价值。这种“软模验证、硬模量产”的协同模式,大幅缩短了机器人创新产品的上市周期,降低了模具开发的试错成本,为机器人产业的技术创新提供了敏捷的制造支撑。金属注射成型将精细金属粉末与粘结剂混合,从而实现复杂造型。钛合金金属注射成型零件

粘结剂是MIM工艺中确保金属粉末流动的载体,但在进入烧结环节前,必须通过物理或化学手段将其去除。脱脂过程的稳定性直接关系到机器人零件内部是否会产生微裂纹或变形。目前主流的催化脱脂技术利用酸性气氛对粘结剂进行分解,这种方式从表面向内部平稳推进,能够有效防止零件在脱脂过程中因内部压力失衡而产生鼓包。对于厚薄不均的机器人异形壳体,合理的脱脂速率控制是维持形状公差的基础。只有确保粘结剂被均匀、彻底地去除,才能在随后的高温烧结中获得致密且形状稳定的成品。这种对工艺细节的把控,是保障机器人关键零部件长久使用不失效的技术前提。智能金属注射成型平台伊比精密科技专精于微型齿轮注射成型,用于精密伺服电机,传动精度达AGMA 12级。

对于尺寸较大的机器人结构件(如长臂机器人的支撑节),MIM脱脂环节的均匀性挑战更大。如果脱脂速度不均,零件内外收缩不同步,极易导致生坯产生内应力甚至开裂。通过采用分段式的流场控制和温度监控,可以使粘结剂的逸出速率与零件表面的扩散速率达成平衡。这种精细的工艺干预,确保了大型、薄壁件在脱脂后仍能维持设计的几何拓扑。对于具有不对称特征的机器人零件,脱脂过程中的工装支撑设计同样关键。通过科学的工艺预补偿,MIM能够产出变形受控的高质量金属件,为大型机器人结构的精密化制造提供了技术支撑。
仿生机器人对骨骼零件的质量分布有着严苛的限制,通常追求“外硬内疏”的结构以优化比强度。虽然MIM工艺通常产出高致密零件,但通过创新的喂料设计或部分脱脂技术,可以实现零件局部密度的受控调节。这种密度梯度的尝试,使得机器人骨架在关键受力点保持强度,而在非承载区域实现减重。利用MIM工艺制造的薄壁、加强型骨架,其物理重心的一致性极高,这对于高动态运动的足式机器人而言,能够明显降低控制算法在惯性补偿上的难度。这种对材料密度的精细化管理,是推动机器人结构设计向高效能、低功耗方向迈进的可行路径。伊比精密科技开发金属/陶瓷共注射技术,用于半导体封装模具零件,耐温800℃。

金属粉末的形态和粒度分布是MIM工艺的基础,它直接关系到零件的后续致密度和微观组织的均匀性。MIM通常选用球形度较高的细微粉末,平均粒径控制在10微米左右。这种粉末在烧结过程中具有较高的活性,有助于形成细小的等轴晶粒。对于机器人关节等需要频繁换向和承受冲击的部位,细小的晶粒组织能够有效阻碍位错运动,提升材料的疲劳强度。通过对粉末氧含量和杂质水平的严格把控,可以确保烧结出的零件具有较好的延伸率和韧性指标。这种从粉末源头进行质量控制的方式,满足了高性能机器人对零部件长寿命和高可靠性的应用规范。工业连接器中的精密插针与壳体零件经常由这种工艺制造完成。智能金属注射成型平台
粘结剂在催化脱脂阶段被逐渐移除,为后续的高温致密化做准备。钛合金金属注射成型零件
MIM零件在从生坯转化为成品的过程中,会经历约15%至20%的线性收缩,这对尺寸精度的控制提出了要求。为了实现稳定的公差输出,工程师需要利用模拟软件对喂料的充模过程和烧结收缩进行精细化建模。通过调整模具型腔的放大倍率,并严格管控粉末装载量的一致性,MIM工艺可以将尺寸公差稳定在合理范围内。对于机器人减速器中精度要求较高的配合面,通常采用“近净成型”策略,即利用MIM成型主要特征,随后保留微量的加工余量进行二次磨削。这种组合工艺既发挥了MIM制造复杂形状的效率,又满足了机器人精密装配对亚微米级公差的需求,实现了生产效率与精度的平衡。钛合金金属注射成型零件
深圳市伊比精密科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳市伊比精密科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

微型燃气轮机广泛应用于无人机动力与分布式发电。其内部静子叶片需要引导高温高压气流,静子支架作为固定叶片的关键构件,对型面精度与热稳定性要求极高。钛合金因其优异的温升耐受力与低比重特性,成为支架材料的推荐。MIM工艺利用流变学原理,将钛粉末充填至精密模具中,成型后的零件具备致密的组织结构。这种工艺在保证零件公差适配性的同时,有力提升了动力系统的热效率。钛合金MIM件在高温工况下不易产生蠕变变形,确保了叶片光路的准确性,是动力系统追求效能迭代的重要制造基础。复杂内腔、薄壁结构?钛合金MIM信手拈来,助你实现更具想象力的设计。宁波金属注射成型工艺在追求音色反馈与耐用性的乐器配件市场,钛合金以其特有的...
- 广东铝金属注射成型 2026-05-05
- 湖南金属注射成型结构零件 2026-05-05
- 大型金属注射成型原理 2026-05-05
- 常州金属注射成型表面效果 2026-05-05
- 梅州全国金属注射成型 2026-05-05
- 汕头金属注射成型强度 2026-05-05
- 不锈钢金属注射成型厂 2026-05-05
- 梅州金属注射成型代加工 2026-05-05
- 梅州机器人金属注射成型 2026-05-05
- 钛合金金属注射成型质量 2026-05-05


- 江苏金属注射成型怎么样 2026-05-05
- 江苏结构件金属注射成型 2026-05-05
- 湖南金属注射成型配件 2026-05-05
- 河北铁金属注射成型 2026-05-05
- 湖北大型金属注射成型 2026-05-05
- 珠海金属注射成型工艺 2026-05-05





- 梅州全国金属注射成型 05-05
- 汕头金属注射成型强度 05-05
- 不锈钢金属注射成型厂 05-05
- 梅州金属注射成型代加工 05-05
- 梅州机器人金属注射成型 05-05
- 钛合金金属注射成型质量 05-05
- 钛合金金属注射成型结构 05-05
- 中山金属注射成型结构零件 05-05
- 河北智能家具金属注射成型 05-05
- 锁金属注射成型优势 05-05