酱料包的生产过程中,设置了多个质量检测点,对每一批次的酱料包进行实时监测。例如,在酱料包炒制环节,会定期检测酱料包的色泽、香气、口感等感官指标,同时检测酱料包的水分含量、盐分含量、pH 值等理化指标,确保酱料包在炒制过程中符合质量标准。在罐装环节,会对罐装量进行抽检,确保每瓶酱料包的罐装量符合规定标准,避免出现罐装量不足或过多的情况。成品检测是质量控制防线,车间对每一批次的成品酱料包进行检测。除了对酱料包的感官指标、理化指标进行检测外,还会进行微生物检测,检测酱料包中的菌落总数、大肠杆菌、金黄色葡萄球菌等微生物指标,确保产品符合食品安全标准。只有经过严格检测,各项指标均符合要求的成品酱料包才能进入市场销售。酱料包的色香味往往能够刺激人们的食欲。烧鸡公酱料包配方复制
X 光机的应用对于保障酱料包的食品安全具有不可替代的重要意义。从消费者角度来看,能够有效避免消费者因误食含有异物的酱料包而受到伤害,保障了消费者的身体健康和生命安全。在市场竞争日益激烈的当下,消费者对于酱料包食品安全问题高度关注,一旦发生食品安全事故,不仅会对消费者造成伤害,还会对企业的品牌形象产生毁灭性打击。X 光机的使用,能够让消费者放心购买稻盛食品的酱料包产品,增强消费者对品牌的信任度和忠诚度。从企业角度而言,通过及时检测出产品中的异物,避免了不合格酱料包产品流入市场,减少了因产品质量问题引发的召回、赔偿等风险,降低了企业的经济损失。地锅鸡酱料包食品厂酱料包让外卖行业出餐及时。

酱料包储存环境的湿度控制上,车间也采取了严格的措施。将储存环境的相对湿度控制在 40% - 60% 之间,避免因湿度过高导致酱料包吸湿变质,影响产品的口感和质量。为了保持适宜的湿度,储存仓库配备了先进的除湿设备和通风系统,能够根据环境湿度的变化自动调节,确保储存环境的湿度稳定。在储存方式上,采用了分类存放的原则。将不同种类、不同批次的酱料包分别存放,避免相互混淆和交叉污染。同时,按照先进先出的原则进行货物管理,确保先入库的产品先出库销售,避免产品因长时间存放而超过保质期。
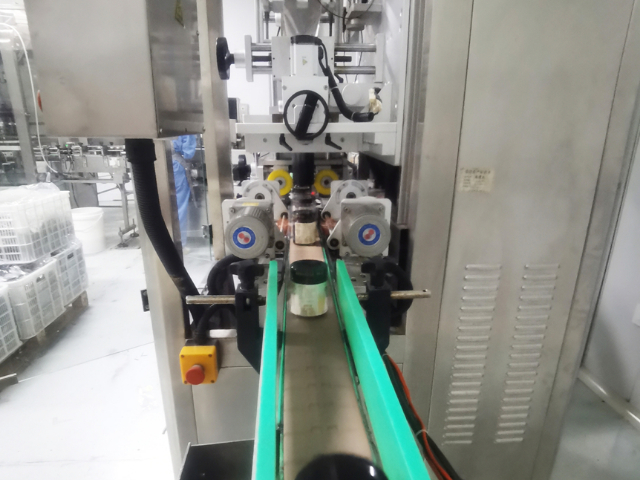
酱料包瓶装全自罐装设备和全自动生产线,每小时能够完成10000瓶酱料包的罐装和包装,提高了生产效率,使公司能够快速响应市场订单,满足客户的交货需求。与同行业竞争对手相比,稻盛食品酱料包车间的生产效率处于前列水平,能够在更短的时间内完成产品交付,为公司赢得了更多的市场机会。在产品质量方面,车间引入的 X 光机等检测设备,对每一瓶酱料包进行严格检测,确保产品符合标准。通过严格的质量控制,为公司树立了良好的品牌形象,增强了消费者对公司产品的信任度和忠诚度。在市场竞争中,高质量的产品使公司能够与其他竞争对手形成差异化竞争优势,吸引更多客户选择公司的产品。酱料包的标准化生产有助于实现菜品的标准化。

酱料包标准化生产:对于连锁餐饮企业来说,酱料包有助于实现菜品的标准化生产。统一配方的酱料包可以保证无论在哪个门店,同一道菜品的味道都能保持相对一致。奥尔良烤翅酱料包有固定的配方和制作工艺,使得消费者在全国各地的肯德基门店都能品尝到相似口味的烤翅,有助于提升品牌形象和消费者的忠诚度。掩盖食材缺陷:在一些情况下,食材可能存在轻微的异味或口感上的不足,酱料包可以起到掩盖和弥补的作用。比如,冷冻海鲜可能会有一些腥味,用姜蒜酱、柠檬汁等酱料包进行处理,可以有效去除腥味,提升海鲜的口感。酱料包通常是经过预先调配和加工的,餐饮从业者无需再花费大量时间去准备各种调料并进行复杂的配比。地锅鸡酱料包食品厂
酱料包不仅可以去腥增香,还能使肉类吸收酱料包的味道,增加风味层次。烧鸡公酱料包配方复制
酱料包生产管理的要点。质量管理,建立标准:制定完善的质量管理体系和产品标准,明确原材料、生产过程、成品的质量标准和检验方法,全程监控:加强对生产过程的质量监控,对关键控制点进行严格检测,如原材料验收、配料准确性、熬制温度和时间、微生物指标等,确保产品质量稳定。环境清洁:保持生产车间、设备、工具等的清洁卫生,定期进行消毒杀菌,防止微生物污染。人员卫生:加强生产人员的卫生管理,要求操作人员穿戴工作服、口罩、帽子等,定期进行健康检查,确保人员卫生符合要求。烧鸡公酱料包配方复制