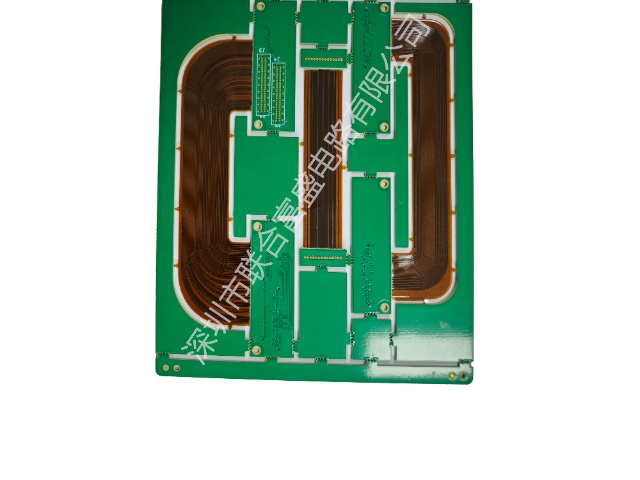
联合多层线路板生产的软硬结合板,在结构设计上采用刚性与柔性材料复合工艺,刚性区以FR-4环氧玻璃布为基材,柔性区以聚酰亚胺薄膜为基材,通过真空层压机在设定温度压力下完成粘合。这种复合结构使电路板既能在刚性区稳定安装IC芯片、连接器等元器件,又能在柔性区依据设备内部空间进行弯曲折叠,小弯曲半径可达板厚的6倍以上。在智能手机、平板电脑等消费电子产品中,软硬结合板可替代传统的板对板连接器方案,减少占板面积,提升内部空间利用率。产品经过多次压合和图形转移工序,层间结合力通过热应力测试验证,在无铅回流焊条件下不分层不起泡。联合多层软硬结合板在卫星通信设备应用,抗辐射性能满足航天级要求。软硬板制造软硬结合板加工
联合多层线路板在软硬结合板生产中建立了稳定的材料供应体系,保障原料质量的一致性和可追溯性。板材合作商包括罗杰斯、生益、南亚、建滔KB等行业品牌,可稳定供应高频材料、A级常规板材及特种基材。在特殊板材方面,罗杰斯高频材料的供应渠道保障了5G通信、卫星设备等领域对低损耗材料的需求,其介电性能在不同批次间保持稳定。常规板材方面,生益、建滔KB等厂商的A级材料在尺寸稳定性、板内膨胀系数等指标上表现稳定,有助于维持加工良率的稳定。铜箔供应商覆盖电解铜箔和压延铜箔两类,分别适应静态安装和动态弯折的不同需求,压延铜箔的延展性优于电解铜箔,在反复弯折时不易产生裂纹。粘结材料方面,根据软硬结合板的层数和应用场景,选用不同流动性和热膨胀系数的PP或纯胶,确保压合后填充效果良好且无空洞。多源供应的材料策略,可在保证质量的前提下灵活调配资源,应对原材料市场波动的风险。广东软硬结合板费用联合多层软硬结合板采用进口罗杰斯高频材料,信号损耗降低30%,满足5G通信严苛需求 。
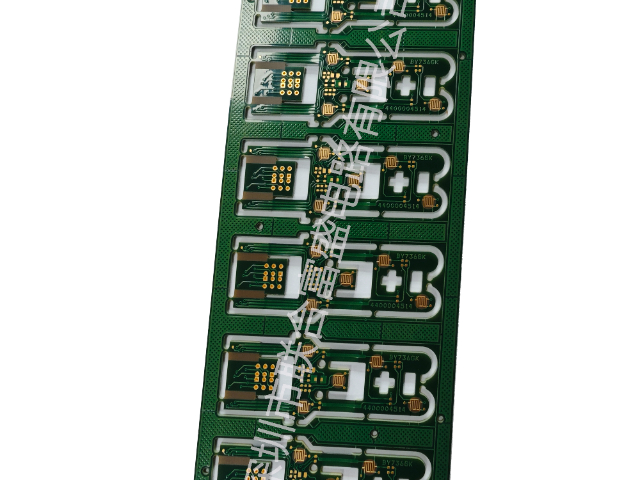
软硬结合板的柔性区采用压延铜箔作为导体材料,其晶粒呈水平轴状排列,在反复弯折时具有较好的耐疲劳特性。联合多层线路板根据客户应用场景选择铜箔类型,对于需要动态弯折的产品推荐压延铜箔,对于静态安装场景可采用电解铜箔以平衡成本。柔性区的线路设计采用圆弧过渡替代直角转弯,导线宽度在弯折区域适当加宽,分散弯折时产生的机械应力。覆盖膜开窗尺寸大于焊盘区域,留有足够余量避免覆盖膜偏移后遮挡焊盘。在折叠屏手机铰链部位的应用中,软硬结合板需承受数万次开合测试,通过优化叠层结构和弯曲半径,保证长期使用过程中的信号连接可靠性。
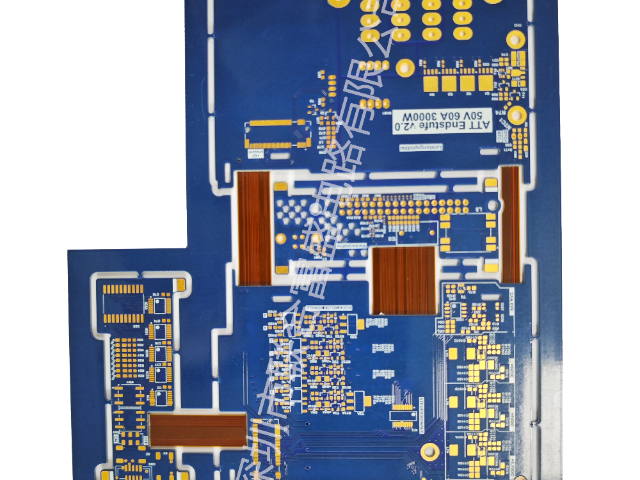
在汽车电子应用中,软硬结合板需要适应宽温度范围和机械振动环境,联合多层线路板通过材料选择和工艺控制满足车载要求。产品通过IATF16949汽车体系认证,生产过程中实施统计过程控制,维持各工序参数稳定。电池管理系统中,软硬结合板的柔性区可沿电池模组表面布局,采集各电芯电压和温度数据,刚性区安装监控芯片和处理电路。发动机控制单元附近的工作温度可达125℃,软硬结合板采用耐高温基材,刚性区与柔性区的热膨胀系数经过匹配,减少温度循环时的层间应力。车载信息娱乐系统中,软硬结合板在仪表台有限空间内实现显示屏与主控板的信号连接,同时适应车辆行驶过程中的持续振动。联合多层软硬结合板在工业控制领域应用,MTBF平均无故障时间超10万小时 。
联合多层线路板的软硬结合板在生产过程中实施环保管控,产品满足RoHS和Reach指令要求。RoHS指令限制铅、汞、镉、六价铬、多溴联苯、多溴二苯醚等物质在电子电气产品中的含量,软硬结合板生产采用无铅焊盘表面处理和无卤素基材,避免使用受控物质。Reach法规要求对高关注物质进行通报和管控,原材料供应商需提供符合性声明,确保整个供应链的有害物质管理到位。生产过程中的环境管理遵循ISO14001体系要求,废水经过处理达标排放,废气通过活性炭吸附装置处理,固体废物分类收集交由有资质单位处置。产品环保性能通过第三方检测机构验证,可满足出口欧盟等市场的准入要求。联合多层软硬结合板采用电磁屏蔽设计,抗干扰能力提升40%适配精密医疗设备。广州软硬结合pcb板软硬结合板打样
联合多层软硬结合板采用改性聚酰亚胺材料,高频下介电损耗因子小于0.005 。软硬板制造软硬结合板加工
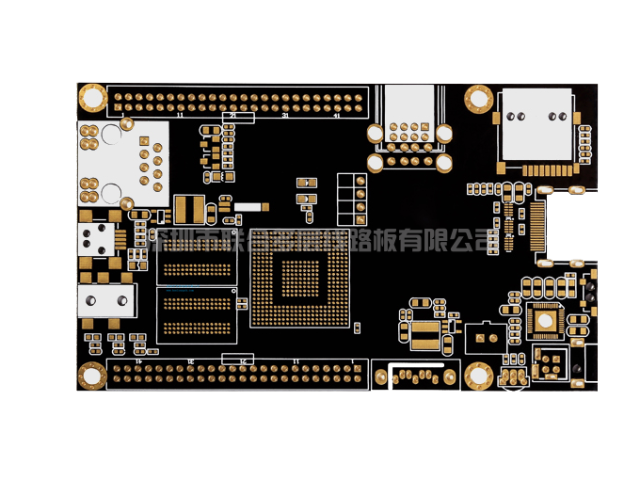
软硬结合板的层间结合力是影响产品可靠性的重要因素,联合多层线路板通过等离子清洗工艺增强结合强度。压合前对软板和硬板待结合表面进行等离子处理,去除氧化物和污染物,使表面活化能提高至40达因以上。粘结材料选用流动性适中的半固化片,在压合过程中充分填充间隙形成无气泡的结合层。压合温度曲线分段控制,升温速率2-3℃/分钟,在160-180℃保温60-90分钟使树脂充分固化。压合后通过切片检查结合界面,确认无分层或空洞,热应力测试后结合区域无异常。结合强度通过剥离强度测试验证,刚性区与柔性区结合处剥离强度大于1.0牛/毫米。软硬板制造软硬结合板加工
软硬结合板的耐环境性能是户外设备应用的关键指标,联合多层线路板通过材料选择和工艺控制提升产品环境适应...
【详情】软硬结合板在微型麦克风模组中的应用,利用柔性区实现声学孔与电路板的连接。MEMS麦克风芯片需要声学孔...
【详情】联合多层线路板将高密度互连技术应用于软硬结合板生产,满足电子产品向更高集成度发展的需求。HDI软硬结...
【详情】联合多层线路板的软硬结合板在传感器模组中实现敏感元件与信号处理电路的分离布局。压力传感器敏感元件通常...
【详情】联合多层线路板生产的软硬结合板,在结构设计上采用刚性与柔性材料复合工艺,刚性区以FR-4环氧玻璃布为...
【详情】软硬结合板在电源模块中的应用,利用其刚柔结合特性实现功率回路与控制回路的集成。联合多层线路板针对电源...
【详情】医疗电子设备对电路板的长期可靠性有严格要求,联合多层线路板的软硬结合板通过ISO13485医疗体系认...
【详情】联合多层线路板的软硬结合板在性能上兼顾了机械可靠性与信号传输稳定性。柔性区的聚酰亚胺材料具有优良的耐...
【详情】软硬结合板的柔性区采用压延铜箔作为导体材料,其晶粒呈水平轴状排列,在反复弯折时具有较好的耐疲劳特性。...
【详情】联合多层线路板的软硬结合板可提供多种表面处理工艺,适应不同焊接和存储环境。化学镍金表面平整度好,适合...
【详情】软硬结合板的热管理设计对于功率器件应用至关重要,联合多层线路板在设计中考虑散热路径。功率器件安装在刚...
【详情】联合多层线路板的软硬结合板在航空航天领域应用时,需满足轻量化和高可靠性要求。卫星通信设备中,软硬结合...
【详情】