- 品牌
- ENRX,易孚迪
- 牌号
- Ventac
- 材质
- 碳素管,合金管
- 涂层
- 镀锌管,镀铬管,镀铝管,黑管/不镀涂
- 截面形状
- 矩形管,异型管,椭圆管,方管,圆管
感应加热电源的效率受多种因素影响。电源自身设计方面,逆变器的拓扑结构和控制方式对效率影响较大,先进的拓扑结构和合理的控制策略能减少功率损耗,提高效率。谐振电路的设计也至关重要,合适的谐振频率和参数匹配可降低无功功率,提高功率因数。负载特性也是关键因素,工件的材质、形状、尺寸以及与感应线圈的耦合程度都会影响效率。若工件与线圈耦合不良,会导致部分能量无法有效传递给工件,造成能量浪费。此外,电源的工作频率也会影响效率,频率过高会增加开关损耗,频率过低则可能无法满足加热需求。运行环境也会对效率产生一定影响,如温度过高可能导致功率器件性能下降,降低效率。易孚迪感应设备(上海)有限公司,是ENRX集团于2001年在上海兴建的一家独资子公司,是ENRX集团在中国及亚洲乃至全世界提供感应加热设备的生产、销售以及技术服务的重要基地之一。其生产的感应加热电源在设计上充分考虑了各种影响因素,采用先进技术,有效提高电源效率。感应预热是一种常用的加热工艺,通过感应加热来提高材料的温度。德国车轴感应预热(热装)感应器

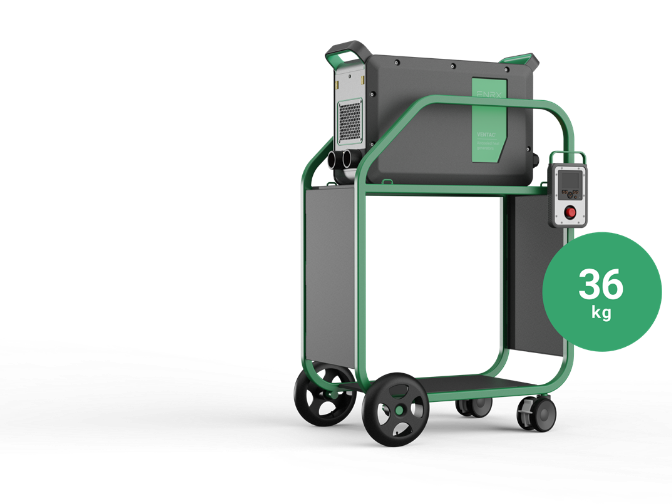
很多车轴生产企业原来使用其他方式预热,想要升级成感应预热工艺,但是担心现有厂房的布局放不下新设备,还要改造厂房增加投入。易孚迪感应设备(上海)有限公司生产的车轴预热设备,有不同的尺寸规格可以选择,可以根据用户厂房的实际布局定制设计,不需要大规模改造厂房就能安装使用,降低了设备升级的投入成本。感应预热设备不需要大型炉体,整体占地面积比传统炉式预热设备小很多,对厂房空间的要求更低,中小厂房也能放下,适合很多中小工厂升级使用,降低了升级的门槛,让更多企业可以用上先进的感应预热工艺,提升加工质量。EFD车轴感应预热装置感应预热的热装工艺可以实现快速、均匀和高效的加热。
金属加工是一个资源密集型的行业,能源消耗和材料浪费都是不可忽视的经济成本。预热作为一种有效的工艺手段,在金属加工中不仅提高了产品质量和加工效率,还带来了明显的经济效益。首先,通过预热处理,金属的加工性能得到改善,切削力减小,切削工具的磨损降低,从而延长了刀具的使用寿命。这意味着在相同的生产周期内,可以减少刀具的更换次数和维修成本,降低了生产成本。其次,预热能够缩短金属加工过程中的加热时间,降低了能源消耗。与传统的加热方法相比,预热处理可以在更短的时间内将金属加热到适宜的加工温度,减少了能源的浪费。这不仅降低了生产成本,还有助于减少环境污染和碳排放。此外,预热还可以提高金属的利用率。通过优化预热参数和加工工艺,可以减少金属在加工过程中的热损失和浪费,提高了材料的利用率。这意味着在生产同样数量的产品时,可以减少金属原材料的消耗,降低了原材料成本。综合来看,预热在金属加工中的应用不仅提高了产品质量和加工效率,还带来了明显的经济效益。通过降低生产成本、减少能源消耗和材料浪费,预热技术为金属加工行业实现可持续发展提供了有力支持。
车轴预热设备作为车轴热装工艺的主要装备,基于电磁感应原理工作,通过线圈产生交变磁场,使车轴内部形成涡流并转化为热能,实现车轴自身快速升温,避免传统加热方式的热传导损耗。这类设备普遍采用模块化设计思路,加热功率与加热区域均可根据不同规格车轴的生产需求灵活调整,无论是小型乘用车车轴还是大型商用车车轴,都能找到适配的加热方案,同时便于与现有生产线集成,降低改造难度。为保障热装质量,设备通常配备高精度温度监测系统,通过红外测温或接触式测温方式实时反馈车轴各部位加热状态,确保整根车轴温度分布均匀,满足热装工艺对温度一致性的要求。自动化程度方面,现代车轴预热设备多集成自动上料与定位功能,通过机械臂或输送机构完成车轴的精细定位,减少人工干预带来的误差,提升热装过程的稳定性。控制系统采用闭环设计,可根据车轴材质(如碳素钢、合金钢)与直径参数自动调整加热功率、频率与时间,适配不同车型的热装需求。同时,设备设置过热保护、过流保护、缺水保护等多重安全机制,当出现异常情况时自动切断电源并发出警报,有效保障设备安全运行与操作人员人身安全。感应预热铸型可以提高铸件的凝固速度,从而获得更细密的组织结构。

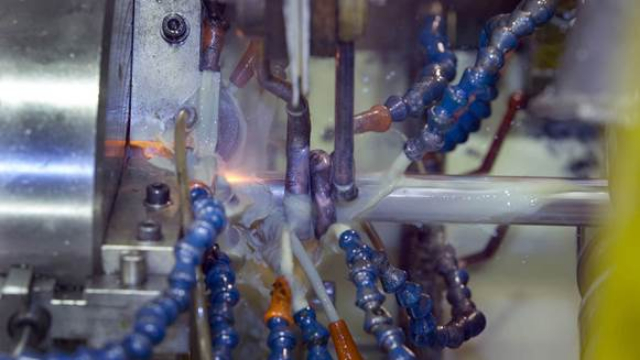
感应预热工艺和传统预热工艺相比,不仅加热效率高,而且清洁环保,不会产生燃烧废气或者污染物,符合现在环保生产的要求,很多对环保要求高的企业都更愿意选用这种工艺的设备。车轴预热设备采用感应预热工艺,加工过程清洁,不会产生污染物,不需要复杂的环保处理设备就能符合环保排放标准,帮助企业节省了环保方面的投入。易孚迪感应设备(上海)有限公司的车轴预热设备,在设计的时候也注重降低噪音与电磁辐射,符合国家相关的安全标准,不会对操作人员的健康产生影响,工作环境更友好,符合现代工厂对安全生产与清洁生产的要求。感应预热工艺可以适应不同工件的特殊要求,满足不同行业的需求。法国预热/后热感应装置
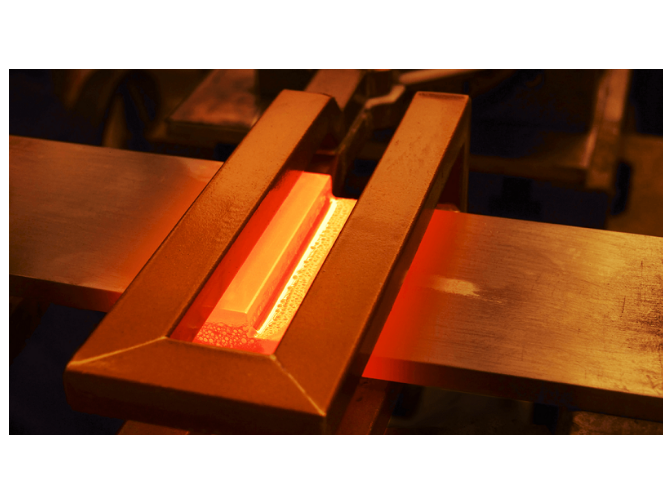
感应预热是确保金属在锻造过程中均匀变形,防止裂纹产生的关键步骤。德国车轴感应预热(热装)感应器
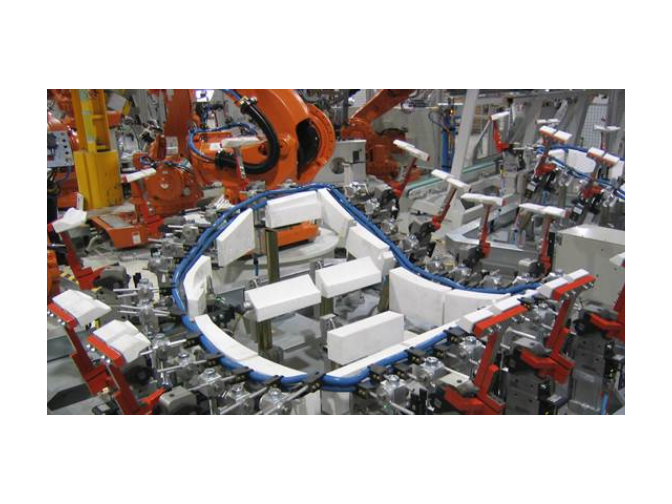
高频感应预热自动化线是车轴热装工艺的现代化解决方案,整合上料、输送、定位、加热、热装、冷却、检测等多个工序,实现车轴热装全流程自动化运行,减少人工参与环节。生产线设计采用多工位并行布局,可同时处理2-4根车轴,各工位通过输送系统衔接,实现车轴的连续流转,大幅提升整体产能,满足大规模生产需求。质量控制方面,自动化线配备视觉检测系统与温度在线监测装置,视觉系统用于检测车轴定位精度与装配间隙,温度监测装置实时采集车轴温度数据,确保每根车轴都符合热装工艺要求。柔性生产能力突出,生产线可快速切换不同规格车轴的生产参数,通过更换夹具与调整加热程序,适配乘用车、商用车、轨道交通等不同领域的车轴热装需求。通信与协同方面,生产线采用工业以太网实现各设备间的数据交互,通过控制系统协调上料、加热、装配等环节的动作,确保整个流程顺畅高效。冷却环节设置用工位,通过喷淋或风冷方式控制车轴热装后的降温速率,避免温度骤变导致的车轴变形,保障装配质量稳定性,同时为后续工序做好准备。德国车轴感应预热(热装)感应器

车轴预热设备作为车轴热装工艺的主要装备,基于电磁感应原理工作,通过线圈产生交变磁场,使车轴内部形成涡流并转化为热能,实现车轴自身快速升温,避免传统加热方式的热传导损耗。这类设备普遍采用模块化设计思路,加热功率与加热区域均可根据不同规格车轴的生产需求灵活调整,无论是小型乘用车车轴还是大型商用车车轴,都能找到适配的加热方案,同时便于与现有生产线集成,降低改造难度。为保障热装质量,设备通常配备高精度温度监测系统,通过红外测温或接触式测温方式实时反馈车轴各部位加热状态,确保整根车轴温度分布均匀,满足热装工艺对温度一致性的要求。自动化程度方面,现代车轴预热设备多集成自动上料与定位功能,通过机械臂或输送机...
- 国产中频感应预热/后热系统 2026-04-27
- 美国车轴感应预热(热装)电源 2026-04-27
- 易孚迪中频感应预热/后热装置 2026-04-25
- 高频感应预热电源 2026-04-25
- 上海高中频感应预热/后热感应器 2026-04-25
- 上海光纤感应预热/后热 2026-04-25
- 钢板预热/后热 2026-04-25
- 挪威感应预热/后热感应器 2026-04-25
- EFD中频感应预热/后热感应器 2026-04-25
- 钢板高频感应预热机床 2026-04-25


- 上海高中频感应预热/后热生产线 2026-04-24
- 中频感应预热系统 2026-04-24
- 车轴感应预热(热装)设备 2026-04-24
- ENRX车轴感应预热(热装)装置 2026-04-24
- 挪威车轴感应预热设备 2026-04-24
- 国产中频感应预热/后热生产线 2026-04-24




- 汽车铝管感应钎焊自动化线 05-05
- 不锈钢管钎焊感应器 05-05
- 冷冻集装箱铝管感应钎焊 05-05
- 镀锌管焊管装置 05-05
- 电力变压器绞线感应钎焊 05-05
- SiC感应焊管装置 05-05
- 银触点钎焊 05-05
- 空调不锈钢管感应钎焊设备 05-05
- 绞线感应钎焊 05-05
- 法国Weldec中频双功能焊管电源 05-05