- 品牌
- ENRX,易孚迪
- 牌号
- Ventac
- 材质
- 碳素管,合金管
- 涂层
- 镀锌管,镀铬管,镀铝管,黑管/不镀涂
- 截面形状
- 矩形管,异型管,椭圆管,方管,圆管
车轴预热(热装)电源是车轴感应加热的能量主要,其主要功能是将工业工频交流电(50Hz/60Hz)转换为适合车轴加热的中频电流(通常1kHz-10kHz),为感应线圈提供稳定能量输出,确保车轴均匀升温。现代电源普遍采用IGBT逆变技术,相比传统晶闸管电源,转换效率大幅提升,响应速度更快,能在短时间内达到设定功率,满足车轴快速热装工艺对加热速率的要求。功率调节方面,这类电源支持无级调节功能,操作人员可根据车轴材质、直径及热装间隙要求,精细设定升温速率,避免温度上升过快导致车轴变形。控制系统采用数字化设计,配备触摸屏操作界面,可存储多组加热工艺参数,当切换不同车型车轴时,只需调用对应参数即可快速投入生产,提升换型效率。安全性设计上,电源内置过压、过流、缺水、过热等多重保护电路,一旦检测到异常情况,立即启动保护机制,防止设备损坏。通信功能方面,电源支持Modbus或Profinet通信协议,可与上位机或MES系统连接,实现加热过程的远程监控、数据记录与追溯,为生产管理提供数据支持。感应预热可以实现无接触加热,减少加热设备的磨损和维护成本。预热/后热生产线

预热在金属零件加工中起着至关重要的作用,其影响深远且不可忽视。金属,作为一种常见的工程材料,具有高硬度、强度高等特性,使得直接对其进行加工往往面临诸多挑战。而预热作为一种有效的工艺手段,能够明显降低金属的硬度和强度,提高其塑性,从而为后续的切削、钻孔等加工操作创造有利条件。预热处理通过使金属零件缓慢升温至一定温度,可以有效减少金属内部的应力集中,避免在加工过程中出现裂纹或断裂等缺陷。同时,预热还能够改善金属的切削性能,减少刀具的磨损和破损,延长刀具的使用寿命。这不仅提高了加工效率,还降低了生产成本。此外,预热对于金属零件的焊接工艺也具有积极意义。通过预热处理,可以减小焊缝与母材之间的温度差,降低焊接时的热应力,从而减少焊接变形和裂纹的产生。这有助于提高焊接接头的质量和可靠性,保障金属零件在使用过程中的安全性和稳定性。综上所述,预热在金属零件加工中发挥着举足轻重的作用。通过合理的预热处理,不仅可以改善金属的加工性能,提高生产效率,还能够确保产品的质量和可靠性。因此,在金属零件的加工过程中,预热是一个不可或缺的环节,值得我们给予足够的重视和关注。法国预热/后热设备精确的感应预热控制对于保证机械零件装配的精度至关重要。

高中频感应预热系统融合高频感应加热(10kHz-300kHz)与中频感应加热(1kHz-10kHz)技术优势,针对车轴不同部位的加热需求提供差异化解决方案。系统主要由数字化控制平台、高频电源模块、中频电源模块、多组感应线圈及冷却系统组成,可根据车轴结构特点选择合适的加热频率,实现精细加热。频率切换功能是这类系统的突出特点,当加热车轴轴颈等薄壁部位时,采用高频加热实现快速表层升温;加热轴身等厚壁部位时,切换至中频加热确保足够透热深度,满足不同部位的热装要求。能量利用方面,系统配备能量反馈装置,可回收加热过程中产生的多余能量并反馈至电网,降低整体能耗,符合绿色生产理念。维护便利性上,系统支持远程诊断与维护功能,技术人员可通过网络访问设备控制系统,实时查看运行参数、故障记录,甚至进行参数调整与程序升级,减少现场技术支持需求,提升设备可用性。接口设计采用标准化协议,可与企业ERP、MES等管理系统无缝对接,实现生产数据的实时共享,为生产计划制定、工艺优化提供数据支撑,同时便于与现有生产线集成,降低技术改造难度。
很多生产企业在选择预热设备时,会关注设备的适配性,能不能适配不同规格、不同材质的车轴加工,会不会需要频繁调整参数,这些问题都会影响生产效率。车轴预热设备依托感应加热技术,适配性很强,能满足多种车轴的预热需求。易孚迪感应设备(上海)有限公司的车轴预热设备,可以根据不同车轴的尺寸、材质调整加热功率与加热时间,精确控制预热温度,达到热装工艺要求的膨胀量,保证装配精度。感应预热工艺本身的特点就是可以局部加热,只加热需要膨胀的配合部位,不会影响车轴其他部位的金相组织,能保留车轴原有的力学性能,不会因为预热对车轴的质量产生负面影响,这也是感应预热对比传统预热工艺的优势之一。利用感应加热的特性,可以迅速且均匀地将汽车车门涂胶部位加热至所需温度。

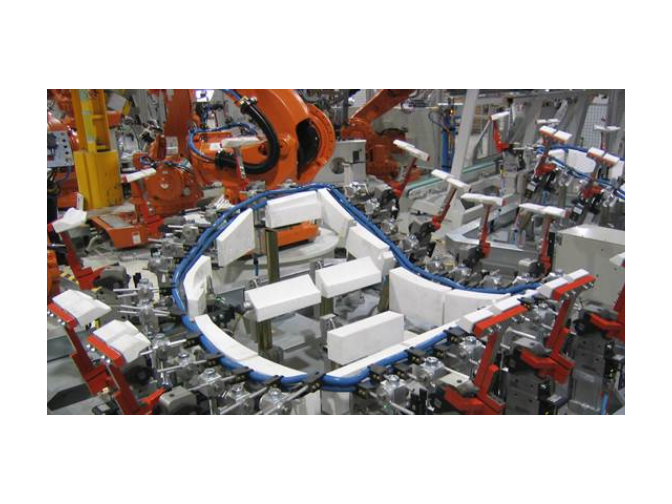
高频感应预热自动化线是车轴热装工艺的现代化解决方案,整合上料、输送、定位、加热、热装、冷却、检测等多个工序,实现车轴热装全流程自动化运行,减少人工参与环节。生产线设计采用多工位并行布局,可同时处理2-4根车轴,各工位通过输送系统衔接,实现车轴的连续流转,大幅提升整体产能,满足大规模生产需求。质量控制方面,自动化线配备视觉检测系统与温度在线监测装置,视觉系统用于检测车轴定位精度与装配间隙,温度监测装置实时采集车轴温度数据,确保每根车轴都符合热装工艺要求。柔性生产能力突出,生产线可快速切换不同规格车轴的生产参数,通过更换夹具与调整加热程序,适配乘用车、商用车、轨道交通等不同领域的车轴热装需求。通信与协同方面,生产线采用工业以太网实现各设备间的数据交互,通过控制系统协调上料、加热、装配等环节的动作,确保整个流程顺畅高效。冷却环节设置用工位,通过喷淋或风冷方式控制车轴热装后的降温速率,避免温度骤变导致的车轴变形,保障装配质量稳定性,同时为后续工序做好准备。在铸造过程中,感应预热可用于预热铸型或模具,这有助于改善金属的流动性。ENRX高中频感应预热/后热自动化线
感应预热可以预先加热金属材料,使其达到适合锻造或轧制的温度。预热/后热生产线
车轴预热(热装)电源作为感应加热系统的能量供给单元,依靠逆变电路完成电能形式的转换,为加热线圈提供持续稳定的电流输出。电源内部采用模块化电路布局,各功能单元分工明确,在长时间运行状态下仍可保持输出参数平稳,减少电压波动对加热效果的影响。操作人员可通过操作界面设定加热时长、功率区间等参数,参数保存后可在同类车轴加工时直接调用,简化重复调试流程。电源内部集成多路监测单元,可实时监测电流、电压、冷却水流量等信息,一旦数值偏离正常区间,会及时发出提示并采取相应保护动作。在与机床或自动化线配合使用时,电源可通过信号交互实现联动控制,加热启动与停止可跟随工序节奏同步执行,提升整体流程的协调性。此外,电源的散热系统与电气隔离设计可降低内部损耗,在满足车轴加热能量需求的同时,减少不必要的能耗支出,适配车间多班次连续生产的使用环境。预热/后热生产线

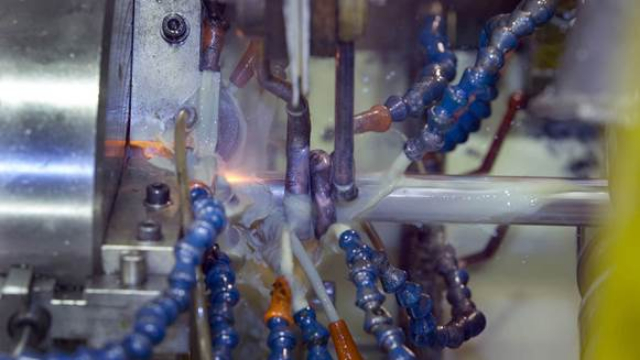
车轴预热设备作为车轴热装工艺的主要装备,基于电磁感应原理工作,通过线圈产生交变磁场,使车轴内部形成涡流并转化为热能,实现车轴自身快速升温,避免传统加热方式的热传导损耗。这类设备普遍采用模块化设计思路,加热功率与加热区域均可根据不同规格车轴的生产需求灵活调整,无论是小型乘用车车轴还是大型商用车车轴,都能找到适配的加热方案,同时便于与现有生产线集成,降低改造难度。为保障热装质量,设备通常配备高精度温度监测系统,通过红外测温或接触式测温方式实时反馈车轴各部位加热状态,确保整根车轴温度分布均匀,满足热装工艺对温度一致性的要求。自动化程度方面,现代车轴预热设备多集成自动上料与定位功能,通过机械臂或输送机...
- 国产中频感应预热/后热系统 2026-04-27
- 美国车轴感应预热(热装)电源 2026-04-27
- 易孚迪中频感应预热/后热装置 2026-04-25
- 高频感应预热电源 2026-04-25
- 上海高中频感应预热/后热感应器 2026-04-25
- 上海光纤感应预热/后热 2026-04-25
- 钢板预热/后热 2026-04-25
- 挪威感应预热/后热感应器 2026-04-25
- EFD中频感应预热/后热感应器 2026-04-25
- 钢板高频感应预热机床 2026-04-25


- 上海高中频感应预热/后热生产线 2026-04-24
- 中频感应预热系统 2026-04-24
- 车轴感应预热(热装)设备 2026-04-24
- ENRX车轴感应预热(热装)装置 2026-04-24
- 挪威车轴感应预热设备 2026-04-24
- 国产中频感应预热/后热生产线 2026-04-24





- 家用冰柜管路感应钎焊系统 05-04
- 进口Weldec高频感应焊管电源 05-04
- 美国焊管感应器 05-04
- 冷藏车铝管感应钎焊 05-04
- 高频水冷式感应焊管系统 05-04
- 冷弯型钢焊管自动化线 05-04
- 商用空调钎焊 05-04
- 方钢高频焊管机 05-04
- 中频智能化感应焊管电源 05-04
- 美国钎焊生产线 05-04