- 品牌
- 超科自动化
- 型号
- chaoke
- 尺寸
- 不限
- 重量
- 不限
- 产地
- 广州
- 可售卖地
- 不限
云数据中心服务器热密度高,局部过热问题突出,广州超科恒温恒湿控制系统为数据中心提供高效环境管控方案。系统采用分区调控策略,按机架分区调控送风参数,通过双PID算法实时计算环境热惯性,动态调节制冷功率,配合变频压缩机动态适配热负荷,将PUE(能效比)从1.6优化至1.25。系统支持24小时实时监控,可及时发现局部过热隐患,自动调整送风温度与风量,避免服务器因环境过热出现故障,某万台机柜数据中心应用后,年省电费超400万元。中央空调恒温恒湿控制,超科方案性价比高。江门厂房恒温恒湿控制解决方案

连锁企业的多门店、多厂房环境管控难度大,广州超科恒温恒湿控制系统的集中管控功能,完美解决这一痛点。针对连锁实验室、连锁食品加工厂等场景,系统支持云平台远程集控,管理人员通过云端平台,即可查看所有门店或厂房的温湿度状态、能耗数据,远程调整运行参数、设置控制策略,实现标准化、规范化管控。系统可生成统一的能耗与环境报表,便于企业统筹管理,对比不同门店的运行情况,优化管控策略,某连锁医药企业应用后,整体运营成本降低25%。中山实验室恒温恒湿控制解决方案超科自动化,让恒温恒湿控制覆盖建筑全场景。

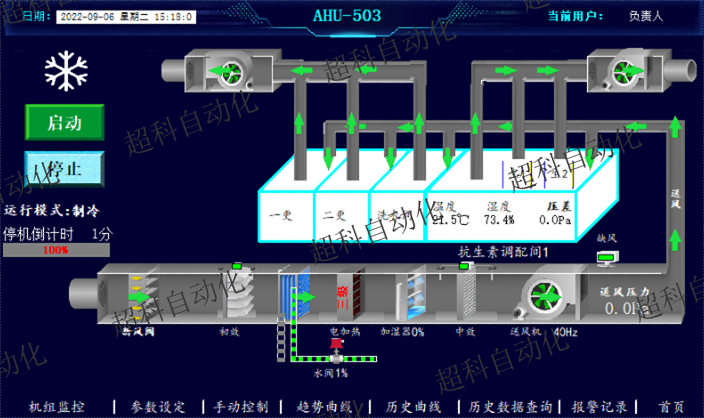
精密制造厂房中,恒温恒湿控制是保障产品精度、降低不良率的关键支撑,尤其适用于电子元件、光学仪器、汽车精密部件等 制造领域。这类产品的生产、组装与检测过程,对环境温湿度的波动极为敏感,温度偏差过大可能导致零件热胀冷缩、性能偏差,湿度超标则易引发电子元件受潮短路、光学镜片起雾等问题。恒温恒湿空调系统作为厂房恒温恒湿控制的 设备,控制精度远高于普通中央空调,温度控制精度可达±0.5℃,湿度控制精度±3%-5%,能稳定维持电子厂房23±2℃、45%-65%RH,医药GMP车间20-24℃、40%-60%RH的标准环境。同时,其具备强大的抗干扰能力,可应对生产线设备发热、人员流动等突发负荷变化,自动调整制冷、制热或除湿模块,确保生产环境始终稳定,为精密制造提供可靠保障。
医药行业对生产环境的洁净度与温湿度稳定性有着严苛要求,广州超科恒温恒湿控制系统严格契合GB 50457-2019医药工业洁净厂房设计标准,为医药洁净车间提供专业化管控方案。根据药品生产工艺需求,系统可精细控制不同洁净级别区域的温湿度,其中A级、B级、C级洁净室温度稳定在20℃~24℃、相对湿度45%~60%,D级洁净室温度控制在18℃~26℃、相对湿度45%~65%,同时满足微粒和微生物管控要求。在某固体制剂车间项目中,该系统使产品溶出度合格率从92%提升至98%,因环境因素导致的批次报废率下降60%, 护航药品生产质量,助力企业符合GMP认证要求。暖通空调恒温恒湿,超科自动化控制更精确。

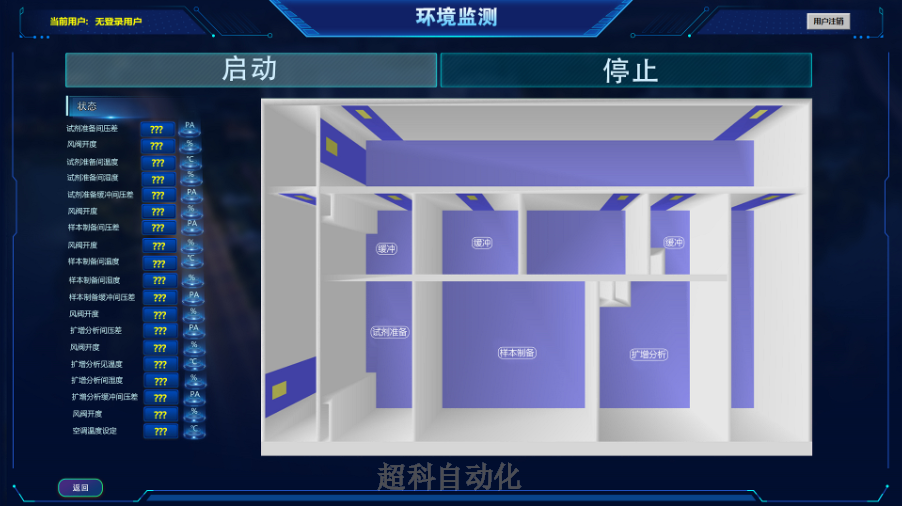
恒温恒湿控制是一种通过智能化技术手段,精细调控特定空间内温度与湿度参数,使其长期维持在预设范围的综合性控制技术,广泛应用于各类对环境条件有严苛要求的场景。其 逻辑是通过传感器实时采集空间内的温湿度数据,经控制系统分析处理后,联动加热、制冷、加湿、除湿等执行设备,实现参数的动态平衡与稳定。不同于普通的温湿度调节,恒温恒湿控制追求的是高精度、高稳定性,通常温度控制精度可达到±0.5℃,湿度控制精度可达±3%RH,有效避免了温湿度波动对物品、生产或实验造成的不良影响。无论是工业生产中的精密制造,还是科研领域的实验研究,亦或是民生领域的舒适居住,恒温恒湿控制都发挥着不可替代的作用,成为保障品质、提升效率的 支撑。超科自动化,深耕中央空调恒温恒湿控制研发。东莞智慧恒温恒湿控制公司
超科自动化,让中央空调恒温恒湿控制更简单。江门厂房恒温恒湿控制解决方案
恒温恒湿控制技术的未来发展,将朝着更高精度、更智能化、更广泛应用的方向迈进,不断融合新技术、新场景,为各行业的高质量发展提供更有力的支撑。在精度方面,随着传感器技术与控制算法的不断优化,恒温恒湿控制的精度将进一步提升,满足航空航天、 精密制造等领域的 需求;在智能化方面,将进一步融合人工智能、大数据、物联网等技术,实现温湿度参数的智能预测、自动优化调节,提升控制效率与便捷性;在应用场景方面,将从传统的工业、科研、农业领域,逐步拓展到智能家居、医疗健康、 服务等更多领域,如家庭恒温恒湿系统、医院手术室恒温恒湿控制等。同时,绿色低碳理念将贯穿恒温恒湿控制技术的发展全过程,实现精细控制、节能降耗与环保共赢。江门厂房恒温恒湿控制解决方案
远程云端管控是现代环境控制的 需求,广州超科恒温恒湿控制系统以云边端三级架构,实现全域远程智能管控。系统采用云端平台、边缘层、终端层协同设计,云端平台实现全局监控、能耗分析与策略优化,边缘层负责本地数据处理与实时控制,终端层实现数据采集与指令执行。用户无论身处何地,通过手机APP或电脑端,即可远程启停系统、调整温湿度参数、查看运行数据与故障报警,彻底打破空间限制,适配集团化、跨区域管理需求,大幅提升管理效率。超科自动化,让恒温恒湿控制覆盖建筑全场景。长沙智慧恒温恒湿控制系统费用电子数据中心中,恒温恒湿控制是保障服务器、交换机等 设备稳定运行的重要支撑,直接关系到数据的安全与业务的连续性。数据中...
- 长沙实验室恒温恒湿控制哪家好 2026-05-22
- 东莞空调恒温恒湿控制方案 2026-05-22
- 肇庆厂房恒温恒湿控制箱 2026-05-20
- 重庆工厂恒温恒湿控制哪家好 2026-05-20
- 广州智慧恒温恒湿控制系统厂家 2026-05-20
- 东莞酒店恒温恒湿控制柜 2026-05-20
- 成都无尘车间恒温恒湿控制 2026-05-20
- 肇庆酒店恒温恒湿控制系统厂家 2026-05-20
- 重庆空调恒温恒湿控制器 2026-05-19
- 东莞无尘车间恒温恒湿控制咨询 2026-05-19



- 肇庆空调恒温恒湿控制费用 2026-05-19
- 广州恒温恒湿控制系统公司 2026-05-18
- 中山厂房恒温恒湿控制系统 2026-05-18
- 东莞恒温恒湿控制系统费用 2026-05-18
- 江门酒店恒温恒湿控制工程师 2026-05-18
- 中山工厂恒温恒湿控制系统公司 2026-05-18



- 长沙智慧恒温恒湿控制系统费用 05-23
- 成都学校高效机房哪家好 05-23
- 重庆智能空调节能控制系统厂家 05-23
- 广东智慧空调节能控制 05-23
- 长沙学校空调节能控制技术 05-23
- 肇庆智慧高效机房工程 05-23
- 中山酒店高效机房系统厂家 05-23
- 江门大型空调节能控制解决方案 05-22
- 重庆厂房高效机房解决方案 05-22
- 长沙高效机房技术 05-22