- 品牌
- ENRX,易孚迪
- 牌号
- Ventac
- 材质
- 碳素管,合金管
- 涂层
- 镀锌管,镀铬管,镀铝管,黑管/不镀涂
- 截面形状
- 矩形管,异型管,椭圆管,方管,圆管
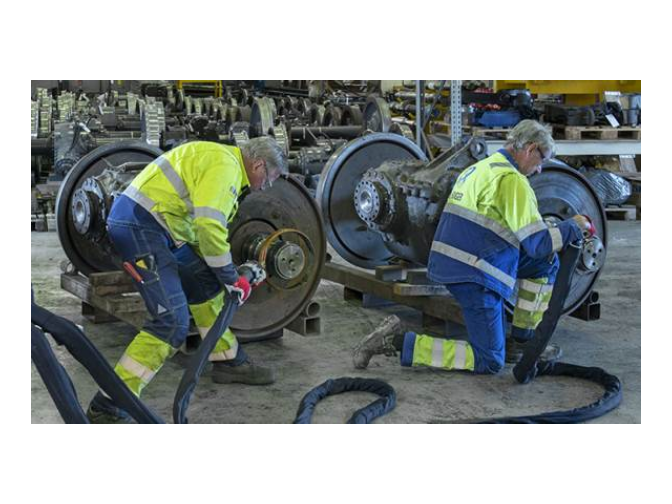
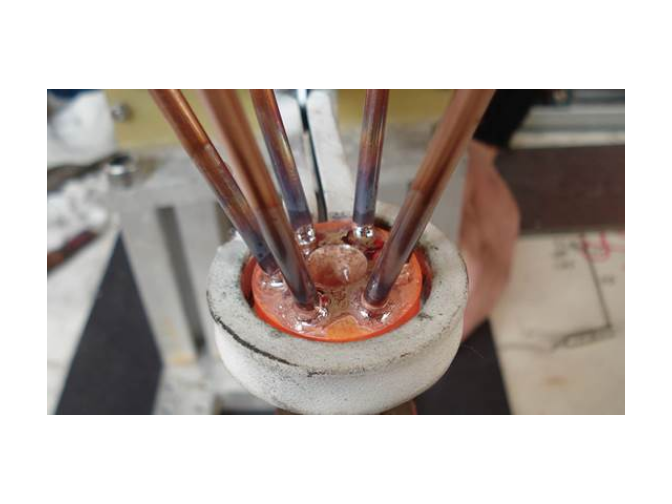
在出口车轴生产领域,海外客户对车轴的加工质量要求很高,每个环节都需要符合对应的质量标准,预热环节也不例外,必须稳定可控,才能符合客户的要求。车轴预热设备加工过程可追溯,温度数据可以记录保存,能满足出口产品质量追溯的要求,帮助出口企业符合海外客户的质量要求。易孚迪感应设备(上海)有限公司的车轴预热设备,搭载的数据记录系统,可以把每一根车轴的预热温度、加热时间都记录下来,方便后续质量追溯,满足出口企业的质量管理要求。加工质量稳定,能符合国际标准。通过感应预热工艺来实现各种金属工件的热装热卸,如轴承、齿轮、螺栓等。EFD INDUCTION高中频感应预热/后热生产线
很多车轴生产企业原来使用其他方式预热,想要升级成感应预热工艺,但是担心现有厂房的布局放不下新设备,还要改造厂房增加投入。易孚迪感应设备(上海)有限公司生产的车轴预热设备,有不同的尺寸规格可以选择,可以根据用户厂房的实际布局定制设计,不需要大规模改造厂房就能安装使用,降低了设备升级的投入成本。感应预热设备不需要大型炉体,整体占地面积比传统炉式预热设备小很多,对厂房空间的要求更低,中小厂房也能放下,适合很多中小工厂升级使用,降低了升级的门槛,让更多企业可以用上先进的感应预热工艺,提升加工质量。法国预热/后热感应机床感应预热能够明显减少焊接时的热应力,降低焊接裂纹的风险,提高焊接接头的整体质量。
金属锻造是一项重要的金属加工工艺,而预热在这一工艺中扮演着至关重要的角色。通过预热处理,金属的内部结构和性能可以得到明显改善,从而为锻造过程提供更好的可塑性和流动性。预热的主要目的是使金属达到适当的温度范围,降低其硬度和强度,同时增加其塑性。这样一来,金属在锻造过程中就能够更好地适应模具的形状,减少锻造力和能量消耗,提高生产效率。此外,预热还可以减少金属在锻造过程中的热应力,避免裂纹和变形的产生,保证锻件的质量和尺寸精度。预热在金属锻造中的应用优势不仅体现在提高生产效率和产品质量上,还表现在节能减排和环保方面。通过合理的预热处理,可以减少金属的加热时间和能源消耗,降低生产成本。同时,预热还可以减少金属在锻造过程中的氧化和烧损,减少废弃物的产生,对环境保护具有积极意义。在金属锻造的实际操作中,预热的温度和时间需要根据金属的种类、规格和锻造要求等因素进行精确控制。过高的预热温度可能会导致金属过烧或晶粒粗大,而过低的预热温度则可能使金属塑性不足,增加锻造难度。因此,合理的预热处理是金属锻造过程中不可或缺的一环,对于提高产品质量、降低生产成本和保护环境都具有重要作用。
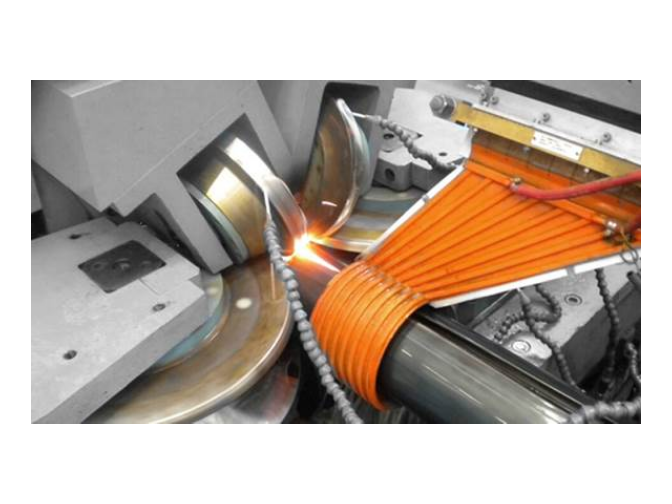
中频感应预热机床是集成机械、电气、控制等多领域技术的设备,专为车轴热装工艺设计,将机械定位与感应加热功能有机结合,实现车轴的精细定位与均匀加热。机床结构设计上,双工位配置成为主流,一个工位进行车轴加热时,另一个工位可同步完成车轴的装卸操作,大幅缩短生产节拍,提升整体生产效率。驱动系统采用伺服控制技术,通过精密滚珠丝杠与导轨实现加热线圈与车轴的相对运动,定位精度可达 ±0.1mm,确保加热区域精细覆盖车轴配合部位。针对车轴不同部位(如轴颈、轴承位)的热装需求差异,机床支持分段加热模式,通过多组线圈单独控制,实现各部位温度的差异化控制,满足复杂热装工艺要求。冷却系统是保障机床连续工作的关键,采用水冷方式对感应线圈、功率器件及机床主轴进行冷却,防止过热损坏,延长设备使用寿命。故障诊断方面,机床配备完善的自诊断系统,可实时监测电源、线圈、温度等关键部件状态,当出现异常时,通过界面显示故障代码,帮助维修人员快速定位问题,减少停机时间,降低维护成本。感应预热能够减少材料在加工过程中的热应力,提高产品的稳定性。

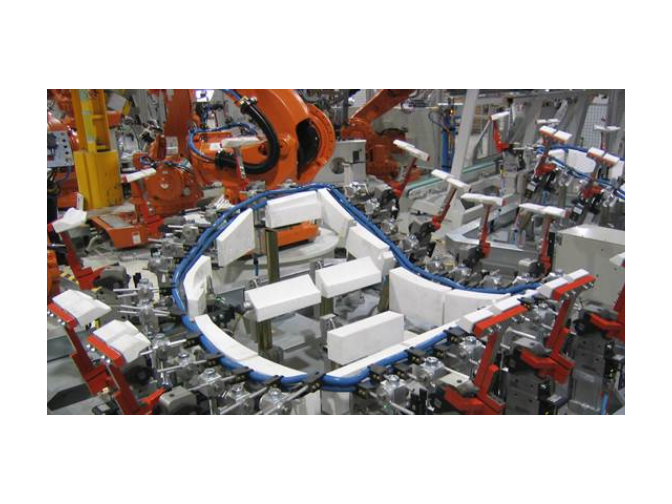
很多生产企业在选择预热设备时,会关注设备的适配性,能不能适配不同规格、不同材质的车轴加工,会不会需要频繁调整参数,这些问题都会影响生产效率。车轴预热设备依托感应加热技术,适配性很强,能满足多种车轴的预热需求。易孚迪感应设备(上海)有限公司的车轴预热设备,可以根据不同车轴的尺寸、材质调整加热功率与加热时间,精确控制预热温度,达到热装工艺要求的膨胀量,保证装配精度。感应预热工艺本身的特点就是可以局部加热,只加热需要膨胀的配合部位,不会影响车轴其他部位的金相组织,能保留车轴原有的力学性能,不会因为预热对车轴的质量产生负面影响,这也是感应预热对比传统预热工艺的优势之一。在汽车车门的装配工艺中,感应预热被用于涂胶后的固化粘接环节。EFD INDUCTION高中频感应预热/后热生产线
石油化工领域常利用预热技术处理管道,以确保其达到较佳工作状态并增强安全性。EFD INDUCTION高中频感应预热/后热生产线
预热不仅从宏观上改变了金属的加工性能,更在微观层面对金属材料的内部结构产生了深远的影响。金属材料由无数晶粒组成,这些晶粒的大小、形状和排列方式决定了金属的物理和化学性质。在预热过程中,随着温度的升高,金属内部的晶粒开始发生变化。原本细小的晶粒可能会逐渐合并成较大的晶粒,这一过程称为晶粒长大。同时,晶粒间的界面也会发生变化,变得更加清晰和规则。这些变化使得金属在加工过程中更容易发生塑性变形,从而提高了其加工性能。此外,预热还会对金属内部的残余应力产生影响。残余应力是金属在加工过程中由于不均匀受热或冷却而产生的内部应力。这些应力可能导致金属在后续加工或使用过程中出现变形或开裂等问题。而预热可以通过使金属均匀受热来减少或消除这些残余应力,从而提高金属的稳定性和可靠性。需要注意的是,预热对金属材料内部结构的影响并非都是积极的。过高的预热温度或过长的预热时间可能导致晶粒过度长大,反而降低金属的性能。因此,在实际应用中,需要根据金属的种类和加工要求来选择合适的预热参数,以确保获得比较好的加工效果。EFD INDUCTION高中频感应预热/后热生产线

车轴预热设备作为车轴热装工艺的主要装备,基于电磁感应原理工作,通过线圈产生交变磁场,使车轴内部形成涡流并转化为热能,实现车轴自身快速升温,避免传统加热方式的热传导损耗。这类设备普遍采用模块化设计思路,加热功率与加热区域均可根据不同规格车轴的生产需求灵活调整,无论是小型乘用车车轴还是大型商用车车轴,都能找到适配的加热方案,同时便于与现有生产线集成,降低改造难度。为保障热装质量,设备通常配备高精度温度监测系统,通过红外测温或接触式测温方式实时反馈车轴各部位加热状态,确保整根车轴温度分布均匀,满足热装工艺对温度一致性的要求。自动化程度方面,现代车轴预热设备多集成自动上料与定位功能,通过机械臂或输送机...
- 国产中频感应预热/后热系统 2026-04-27
- 美国车轴感应预热(热装)电源 2026-04-27
- 易孚迪中频感应预热/后热装置 2026-04-25
- 高频感应预热电源 2026-04-25
- 上海高中频感应预热/后热感应器 2026-04-25
- 上海光纤感应预热/后热 2026-04-25
- 钢板预热/后热 2026-04-25
- 挪威感应预热/后热感应器 2026-04-25
- EFD中频感应预热/后热感应器 2026-04-25
- 钢板高频感应预热机床 2026-04-25

- 上海高中频感应预热/后热生产线 2026-04-24
- 中频感应预热系统 2026-04-24
- 车轴感应预热(热装)设备 2026-04-24
- ENRX车轴感应预热(热装)装置 2026-04-24
- 挪威车轴感应预热设备 2026-04-24
- 国产中频感应预热/后热生产线 2026-04-24



- 美国 Weldec高频接触焊管 05-06
- EFD钎焊系统 05-06
- 家用空调管路感应钎焊系统 05-06
- 方钢中频焊管机 05-06
- 中频感应钎焊机床 05-06
- 不锈钢管高中频焊管生产线 05-06
- 商用冰柜不锈钢管感应钎焊电源 05-06
- 进口 Weldec高频接触焊管 05-06
- 商用冰柜管路感应钎焊机床 05-06
- 发电机接头感应钎焊 05-06