在炼化行业,科力迩 CFU 气浮设备已成功应用于多家大型石化企业,打造了多个案例。山东某石化企业的电脱盐污水处理项目中,企业面临电脱盐污水含油浓度高、乳化严重、处理难度大的问题,科力迩为其量身定制 CFU 气浮设备成套装置,通过优化工艺设计与参数调试,设备运行后污水油含量从 500mg/L 以上降至 10mg/L 以下,悬浮固体去除率超过 90%,完全满足后续处理要求,且设备运行稳定,能耗低于行业平均水平,获得企业高度评价。另一大型炼化企业的焦化酸性水处理项目中,CFU 气浮设备有效解决了酸性污水中含硫、含油、乳化严重的难题,处理后污水达到生化处理进水标准,保障了整个污水处理系统的稳定运行。这些案例充分证明了科力迩 CFU 气浮设备在炼化行业的适用性与可靠性。科力迩在多地设立办事处,能为气浮设备用户提供及时的安装调试与运维服务。甘肃一体化气浮设备供应

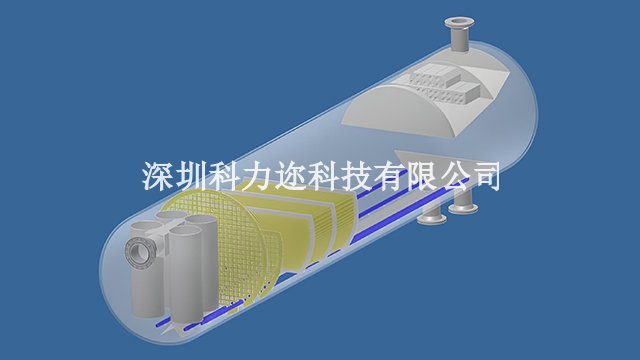
科力迩CDFU旋流溶气气浮(紧凑型旋流溶气气浮装置)是一项融合旋流离心分离、溶气气浮与超微气泡技术的创新成果。它能在短短1‑5分钟内完成高效油水分离,单级除油效率超过90%,悬浮物去除率达85%以上。与传统气浮相比,其占地面积*为三分之一,特别适合海上平台等空间受限场景。该装置采用纯物理破乳工艺,全程无需化学药剂,杜绝了含油污泥的产生,实现了绿色环保目标。凭借撬装化设计与智能化控制系统,CDFU旋流溶气气浮可远程监控、无人值守,大幅降低了运行成本。四川立式气浮设备哪家好选择科力迩气浮设备,可获得从选型到运维的全流程专业支持;

CFU气浮设备的应用场景十分普遍,覆盖石油、化工、机械加工、食品、养殖、市政污水等多个领域,尤其在高难度含油废水处理中表现突出。在石油开采与炼化行业,CFU气浮设备可用于油田采出液、电脱盐切水、压裂返排液处理,能将含油废水处理至30ppm以下,满足后续回用或排放要求,助力油田绿色开采。在化工行业,可处理含溶剂、添加剂的高难度含油废水,优化气泡表面张力,增强对油滴的吸附能力,降低废水COD含量,为深度处理创造条件。在机械加工行业,能高效分离切削液废水、乳化液废水中的油分与悬浮物,处理后水质可实现循环回用,节约水资源成本。此外,该设备还可应用于造纸废水脱色、养殖废水除藻除臭、城市污水处理等场景,适配不同行业的差异化水处理需求,成为环保督查升级背景下的推荐设备。
旋流气浮设备的安装与调试质量直接影响其运行效能,需遵循科学规范的流程。设备安装前需对场地进行平整处理,确保撬装基础牢固,避免运行过程中产生振动影响分离效果。安装时需准确控制进出水管路的连接角度,保证废水切向进入设备,形成稳定旋流流场。调试阶段需逐步调节进水流量、溶气压力、气泡浓度等参数,通过监测出水水质优化运行工况,直至达到设计处理标准。同时,需对自动化控制系统进行调试,确保各项参数监测准确、控制逻辑可靠。规范的安装调试能较大限度发挥设备性能,为后续稳定运行奠定基础。科力迩旋流溶气气浮设备通过优化结构降低能耗,同时减少污泥产生量,契合绿色趋势。

科力迩科技拥有一支由****、博士、硕士领衔的研发团队,公司设计和研发人员占比超过80%。围绕CDFU旋流溶气气浮技术,公司已构建了完善的**保护体系,拥有授权发明专利7项、PCT国际专利1项、实用新型专利20余项。这些**覆盖了旋流结构设计、气泡释放器、智能控制系统等关键技术环节,确保了产品的独特性和国际**水平。持续的CFD模拟与中试验证,推动着CDFU旋流溶气气浮技术的不断迭代与性能优化。
科力迩CDFU旋流溶气气浮已在中石油、中石化、中海油等大型国企的众多重点项目中得到成功验证。业绩列表显示,其应用范围从国内独山子、惠州、渤海等到海外刚果、塞拉利昂、几内亚等地,处理规模从日产百余方到数千方不等。例如,在刚果(布)油田采出水及压裂返排液深度处理项目中,一次**付5套CDFU旋流溶气气浮组合装置,总处理规模达4500 m³/d,并于2023年成功运营,标志着中国**环保装备在国际市场的竞争力。 非洲几内亚铁矿重油电厂项目中,科力迩旋流溶气气浮设备是污水处理系统主要单元。新疆气浮设备价格
未来科力迩将推动旋流溶气气浮设备与更多先进技术融合,拓展应用领域。甘肃一体化气浮设备供应
立罐式气浮设备的关键技术优势集中在结构设计、处理效率与运行稳定性三大维度,适配多场景废水处理需求。在结构设计上,立式罐体采用上下分层布局,顶部为浮渣分离区、中部为反应区、底部为集水区,水流自上而下垂直流动,缩短污染物分离路径,提升处理效率。设备采用模块化撬装设计,运输便捷,现场安装简单,无需复杂配套设施,工期可控制在7-15天,大幅降低项目落地成本。在处理效率上,单罐处理量可达5-200m³/h,除油效率可达85%以上,悬浮物去除率超75%,能处理含油量≤800ppm、悬浮物≤150mg/L的废水,停留时间只需3-5分钟,远优于传统卧式气浮设备。在运行稳定性上,罐体采用耐腐蚀材质打造,适配酸碱、高温等复杂废水环境,内部无易损动部件,机械故障发生率低,同时配备自动刮渣、排泥系统,实现半自动化运行,减少人工运维成本,长期运行稳定性强。甘肃一体化气浮设备供应
深圳科力迩科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的环保中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来深圳科力迩科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!