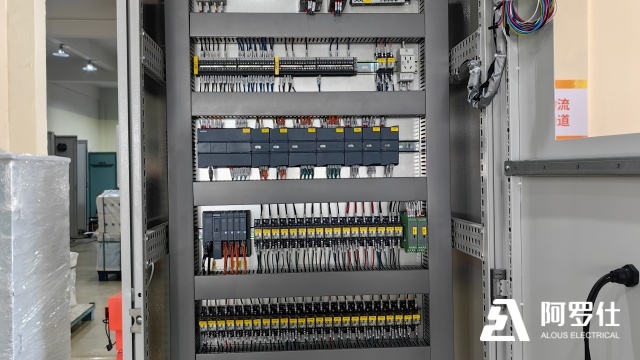
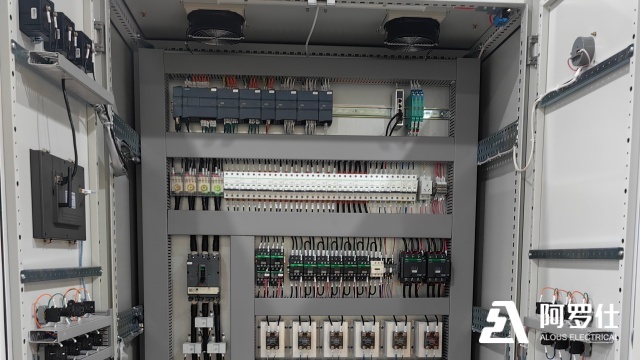
plc柜内需合理布局断路器、接触器、继电器等元件,确保布线规范,这是保障plc柜稳定运行、降低故障风险和便于维护的关键。布局时需遵循 “强电在上、弱电在下,发热元件分散布置” 的原则:断路器、接触器等强电元件电流大、发热多,应布置在柜体上部或通风良好区域,避免热量积聚;PLC、传感器信号线等弱电元件易受电磁干扰,需布置在柜体下部,与强电元件保持一定距离(通常不小于 150mm)。布线时导线需分类整理,用线卡或线槽固定,避免交叉缠绕,同时导线弯曲半径需符合标准(如铜芯导线弯曲半径不小于导线直径的 6 倍),防止绝缘层破损。规范的布局和布线不只能减少电磁干扰,还能让检修人员快速识别元件和回路,缩短故障排查时间。阿罗仕plc柜注重安全性能,持有 CCC、ISO9001、CQC 认证,依不同要求定制。常州eacplc柜推荐
plc柜安装位置需避开强磁场区域,防止磁场影响元件正常工作,强磁场区域(如变压器旁、大型电机附近、电磁吸盘周围)会产生磁场,若plc柜安装在该区域,磁场会干扰柜内元件的正常工作:弱电元件(如 PLC、传感器、指示灯)会因磁场干扰出现信号失真、误动作,如 PLC 输出信号不稳定导致设备启停异常;强电元件(如断路器、接触器)的铁芯会因磁场磁化,导致吸力不足或释放缓慢,影响保护功能和控制功能。因此,plc柜安装位置需与强磁场源保持安全距离:与变压器的距离不小于 3m,与大型电机的距离不小于 2m,与电磁吸盘的距离不小于 5m;若受安装环境限制无法保持安全距离,需采取防磁措施,如在plc柜周围加装磁性屏蔽板(如坡莫合金屏蔽板),减少磁场对柜内元件的影响。此外,安装前需使用磁场强度测试仪检测安装位置的磁场强度,确保磁场强度低于元件允许的磁场强度限值(通常为 500μT 以下),防止磁场影响plc柜正常运行。南通plc柜定制阿罗仕plc柜能应对电压波动,保护精密设备,减少您的停工损失。
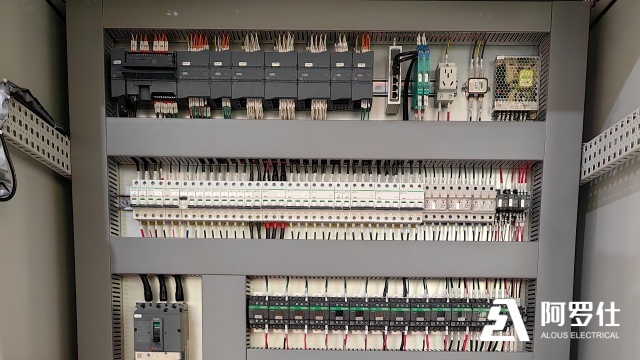
plc柜的断路器需根据负载电流整定,实现过载和短路保护,断路器是plc柜内的关键保护元件,通过整定电流值,在回路出现过载或短路时切断电源,保护设备和线路。整定电流需根据负载的额定电流确定:过载保护整定电流通常为负载额定电流的 1.1 倍 - 1.2 倍,若负载为电机,考虑到电机启动电流大(约为额定电流的 5-7 倍),过载保护整定电流需为电机额定电流的 1.2 倍 - 1.5 倍,避免电机启动时断路器误动作;短路保护整定电流通常为负载额定电流的 5 倍 - 10 倍,确保短路时能快速切断回路,减少短路电流对设备的损坏。整定方式分为手动整定和自动整定:小型断路器通过调节旋钮手动整定,大型断路器通过 PLC 或智能控制器自动整定,整定完成后需进行测试,模拟过载和短路故障,检查断路器是否能在设定电流下动作。此外,断路器的选型还需考虑额定电压、分断能力(能安全切断的最大短路电流),确保与plc柜的供电电压和可能出现的短路电流匹配。
采购低压PLC柜需警惕“低价诱惑”,4步鉴别优劣。一看柜体工艺,高质量柜用1.5mm-2.0mm冷轧钢板,酸洗磷化+静电喷塑,边角无毛刺,承重梁加固;二查元器件溯源,PLC、电源、端子等需有清晰品牌标识,支持官网验证;三测接线工艺,采用线槽分区布线,线号激光打印,端子压接用力矩扳手;四验绝缘性能,主回路绝缘电阻≥10MΩ,控制回路≥5MΩ。劣质产品常用翻新PLC、劣质端子,短期内故障频发。我们每台柜均通过通电测试,提供第三方检测报告,让采购放心。阿罗仕plc柜的长期价值,体现在稳定性能与低故障率带来的高效生产中。
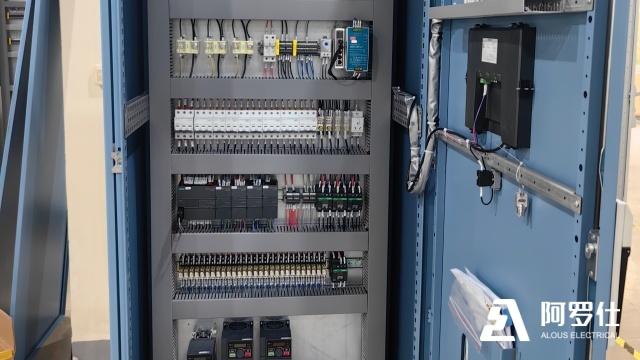
重要负荷用plc柜需具备双电源自动切换功能,主电源失电时≤0.5 秒切换至备用电源。重要负荷指医院手术室、数据中心服务器、应急照明等对供电连续性要求极高的场景,一旦断电可能造成生命安全风险或重大经济损失。双电源自动切换依赖 ATS(自动转换开关)装置实现,其关键是通过电压检测模块实时监测主电源状态,当主电源电压低于设定值(如额定电压的 85%)或中断时,ATS 立即触发机械联锁机构,在 0.5 秒内完成从主电源到备用电源的切换,确保负荷供电不中断。为保障切换可靠性,ATS 需采用机械与电气双重联锁设计,防止主备电源并联造成短路;同时需定期进行切换测试,模拟主电源失电场景,验证切换时间和动作准确性,避免因机构卡涩导致切换延迟。阿罗仕专业团队打造的plc柜,既能满足当下需求,更能适配未来产能升级。常州eacplc柜推荐
阿罗仕plc柜注重细节打磨,从接口到防护精益求精,让您使用更安心。常州eacplc柜推荐
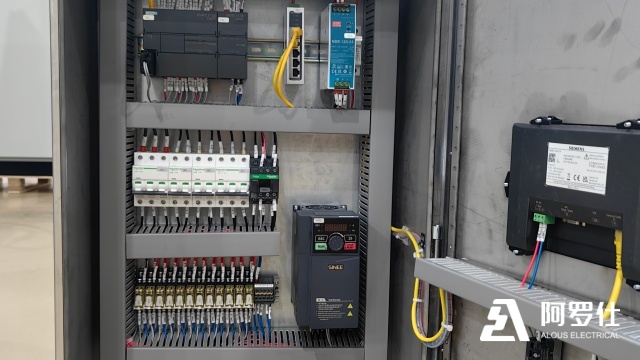
汽车生产线的plc柜需与机器人系统联动,实现自动化装配控制,汽车生产线自动化程度高,需通过plc柜与工业机器人(如焊接机器人、装配机器人、喷涂机器人)联动,完成汽车零部件的焊接、装配、喷涂等工序,确保生产效率和产品质量。联动控制的关键是通过 PLC 模块实现数据交互:plc柜内的 PLC 通过工业以太网(如 Profinet、EtherNet/IP)与机器人控制器连接,接收机器人发送的位置信号、状态信号(如机器人是否到位、是否完成作业),同时向机器人发送控制指令(如启动焊接、调整装配角度)。例如在汽车焊接工序中,plc柜控制工件输送线将工件送至指定位置后,向机器人发送 “焊接准备完成” 信号,机器人接收到信号后开始焊接,焊接完成后向plc柜发送 “焊接完成” 信号,plc柜再控制输送线将工件送至下一工序。此外,plc柜还需集成急停联锁功能,若生产线出现故障,急停按钮触发后,plc柜会立即向机器人发送停机指令,确保人员和设备安全。常州eacplc柜推荐