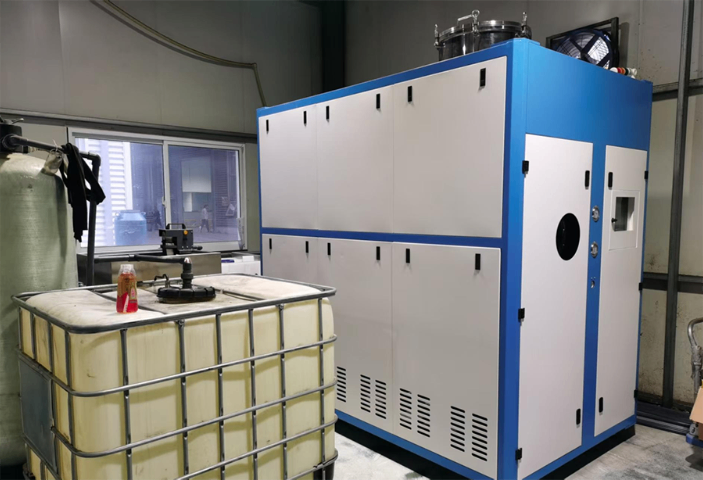
苏州智康环保科技有限公司热泵低温蒸发浓缩设备型号:以下均为单机处理情形,若处理量多,可并联无限扩充至N吨。ZKDW-S25L,单机日处理量500L,装机功率9.5KW,吨耗280度电/吨;ZKDW-S50L,单机日处理量1000L,装机功率13KW,吨耗280度电/吨;ZKDW-S100L,单机日处理量2000L,装机功率20KW,吨耗260度电/吨;ZKDW-S150L,单机日处理量3000L,装机功率32KW,吨耗200度电/吨;ZKDW-S200L,单机日处理量4000L,装机功率36KW,吨耗200度电/吨;ZKDW-S250L,单机日处理量5000L,装机功率40KW,吨耗220度电/吨;尺寸可接受定制。欢迎咨询!还在为设备安装调试犯难?我们厂家提供专业安装团队,快速完成安装调试,让您尽快投产!现货供应低温蒸发浓缩设备分销商

葡萄汁果汁浓缩案例:某公司通过引进低温蒸发浓缩设备,建成浓缩生产线,采用低温浓缩技术生产葡萄浓缩果汁。该技术不会对香气造成加热破坏,生产出较传统原浆和高温浓缩汁更有竞争力的低温浓缩汁。产品品质明显提升:维生素C保留率从60%提升至92%,果汁色泽鲜亮,果香浓郁,产品单价提高15%,市场竞争力增强。低温浓缩技术的应用,使得葡萄缩果汁在香气保留和营养成分完整性方面表现优异,满足了消费者对品质、健康果汁的需求,从而在市场上具有较强的竞争力。该企业利用热泵真空低温蒸发器,实现了果汁的高效浓缩,同时保留了果汁的原有风味和营养成分,提高了产品质量和市场竞争力。现货供应低温蒸发浓缩设备分销商我们低温蒸发浓缩设备厂家的设备适用范围广,可处理多种不同特性的物料,满足多样需求!

热泵低温蒸发浓缩设备采用37℃蒸发技术,充分体现了苏州智康环保科技有限公司设备在温和性与高效性方面的优势。相较于传统高温蒸发方式——能耗高,还易导致物料中有效成分失活或废水中污染物分解,从而影响处理效果——该技术可在低温条件下实现水分高效蒸发,有效规避高温带来的不利影响。尤其适用于含热敏性成分的医药中间体、食品添加剂等物料的浓缩,以及含易挥发污染物的工业废水处理,能够在很大程度上保留物料的活性与价值,同时保障废水处理过程的稳定性与安全性。此外,低温运行还可明显降低设备腐蚀与结垢风险,有效延长系统使用寿命。
低温蒸发浓缩设备高效节能分析:低温蒸发工艺作为一种先进的浓缩与结晶技术,其是在约35℃的常温条件下实现溶液的高效处理。该技术通过优化能量利用结构,明显降低运行能耗,具有突出的节能特性。以下是对其节能原理与优势的具体分析:节能原理沸点降低,潜热需求减少:在高负压(真空)环境下,水的沸点可降至30–50℃,远低于常压下的100℃。随着蒸发温度的下降,水的相变潜热需求相应减少,从而直接降低蒸发过程所需的热能输入。热泵循环,能量高效回用:系统集成热泵技术,通过压缩机将蒸发的低温蒸汽压缩升温,回收潜热并用于加热进料原水,实现能量在系统内部的循环利用。该过程无需额外配置加热或冷却装置,大幅降低外部能源依赖。启动低温蒸发浓缩设备前,确认循环冷却系统已正常开启,确保设备有效散热!
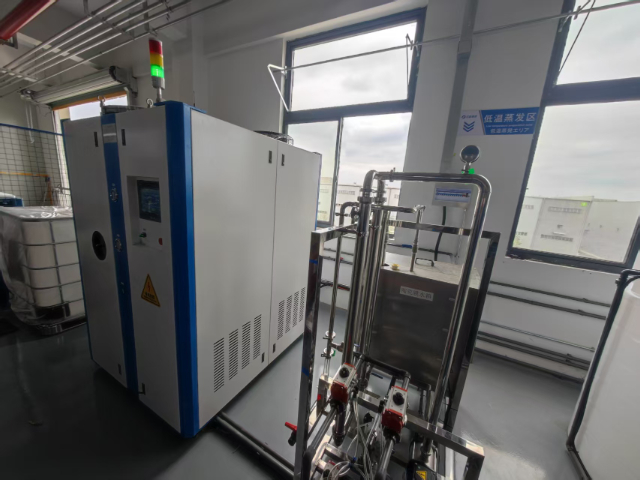
低温蒸发热泵浓缩系统低温蒸馏过程:1.预热:蒸发器自动进水,水泵运行产生真空,压缩机热量给蒸发罐内的废液加热,水温上升到30℃开始蒸发,预热完成。2.蒸发:在高真空和低加热温度下,废液中的水分以纯净的形式蒸发出来,通过冷凝系统冷却后变成清水。3.蒸汽冷凝:水分沸腾产生的水蒸汽,水蒸汽通过冷凝系统冷却后变成清水。4.浓缩液排出:一个蒸馏周期完成后,压缩机停止工作,浓缩液管路上气动阀打开给蒸发罐加压,将浓缩液自动排出蒸发罐体内。寻找环保型浓缩设备?低温蒸发浓缩设备,减少废气排放,符合环保要求,绿色生产!工业污水智能化减量设备案例展示
想明白低温蒸发浓缩设备如何有效运作?依据低温蒸发原理,加速溶剂汽化分离!现货供应低温蒸发浓缩设备分销商
密闭运行,守护环境与人员安全:环保与安全是现代工业不可逾越的底线,而低温蒸发浓缩设备正是为此量身打造。整套系统在全密闭环境中运行,有效防止了有害气体逸散和异味扩散,避免对周边空气造成二次污染。同时,由于操作过程中不产生大量废渣或高浓度废气,大幅降低了后续处置难度与环境风险。设备还配备了多重安全保护机制,确保在各种工况下稳定运行,保障操作人员健康与厂区安全。这种高度集成、封闭可控的设计思路,不仅满足日益严格的环保法规要求,也让企业在社会责任履行方面更具底气。现货供应低温蒸发浓缩设备分销商