高精度:市场对品质产品的需求不断增加,对计数的精度要求也越来越高。因此,视觉数粒机将不断提高计数精度,以满足市场的需求。多功能性:为了适应不同行业和场景的需求,视觉数粒机将不断拓展其功能。例如,增加异物检测、缺料检测、包装机异常检测等功能,提高设备的可靠性和稳定性。集成化:随着工业自动化的发展,视觉数粒机将与其他生产设备进行集成,形成完整的自动化生产线。这将提高生产线的整体效率和竞争力。环保节能:随着环保意识的提高,视觉数粒机将更加注重环保节能。设备通过振动盘自动排列颗粒,提升识别效率。崇明区视觉数粒机批发

通过先进的算法,系统能够准确识别出图像中的颗粒数量,并计算出总数。控制系统:通常配备有触摸屏操作界面,用于设置参数、显示计数结果和控制设备运行。控制系统能够接收图像处理系统的数据,并根据预设的计数规则进行精确控制。输出系统:将计数结果传输给下游设备或保存记录。输出系统能够确保计数结果的准确性和可靠性,为后续的生产和包装提供有力支持。智能检测报警、剔除系统:具备异物检测报警、缺料检测报警、包装机异常报警等功能,且设备具备完善的在线检测和剔除装置。这有助于及时发现并处理生产过程中的异常情况,确保生产的稳定性和可靠性。电子数粒装瓶线高分辨率相机搭配边缘计算技术,使视觉计数机能在毫秒级时间内完成复杂计数。
食品行业作为与人们日常生活息息相关的重要领域,对产品的质量、数量以及生产效率都有着较高的要求。视觉数粒机在食品行业的广泛应用,为食品生产企业带来了明显的效益提升。在食品生产过程中,对于各类颗粒状食品,如糖果、坚果、巧克力豆等,准确计数是保证产品包装规格一致和质量稳定的关键环节。视觉数粒机凭借其高速、精细的计数能力,能够快速且准确地对这些食品颗粒进行计数。在大规模的糖果生产线上,视觉数粒机可以在短时间内对大量的糖果进行计数,并将计数结果实时传输给包装设备,实现了食品生产与包装的高效衔接。这不仅大幅度提高了生产效率,减少了人工计数所需的时间和人力成本,还避免了因人工疲劳或疏忽导致的计数误差,确保了每一包糖果的数量准确无误,提升了产品的质量稳定性。除了计数功能,视觉数粒机还能在食品质量检测方面发挥重要作用。它可以根据食品颗粒的形状、颜色、大小等特征,对食品进行筛选和分类。在坚果生产中,视觉数粒机能够识别出不同品种、不同大小的坚果,并将它们按照相应的标准进行分类包装。
在现代化工业生产中,精确的颗粒计量始终是重心环节。从制药行业的药片分装,到农业领域的种子清选;从食品加工的调味品包装,到化工原料的定量配比——传统机械式或光电式数粒设备长期占据主导地位。然而,随着机器视觉技术的突破性发展,一种基于人工智能的全新数粒解决方案应运而生。视觉数粒机凭借其非接触式检测、多维度特征识别和自适应学习能力,正在引发计量领域的技术变革。本文将系统解析视觉数粒机的工作原理、重心技术、应用场景及发展趋势。自适应光照补偿功能让视觉计数机在明暗环境下均能稳定工作。
视觉计数机可以通过调整图像采集参数、更换镜头、优化图像处理算法等方式轻松适应不同类型、不同尺寸、不同形状物体的计数需求。无论是规则形状的物体还是复杂形状的物体,无论是透明物体还是不透明物体,只要能够在图像中呈现出足够的特征差异,视觉计数机都能够准确地进行识别和计数。这种灵活性和适应性使得视觉计数机在众多行业领域具有广泛的应用前景,能够为不同用户提供个性化的解决方案,满足多样化的生产需求。视觉计数机不仅可以实时显示计数结果,还能够将每次计数过程中的图像数据、物体特征信息、计数时间等相关数据进行详细记录和存储。这些数据可以为生产过程的质量监控、工艺优化、故障诊断等提供有力的依据,方便企业进行数据分析和追溯管理。例如,在出现产品质量问题时,可以通过查询历史计数数据和对应的图像记录,快速定位问题产生的环节和原因,采取有效的改进措施,从而提高产品质量和生产管理水平。医药行业中,视觉计数机严格统计药片或胶囊数量,确保药品包装合规。光学系统视觉数粒机方案
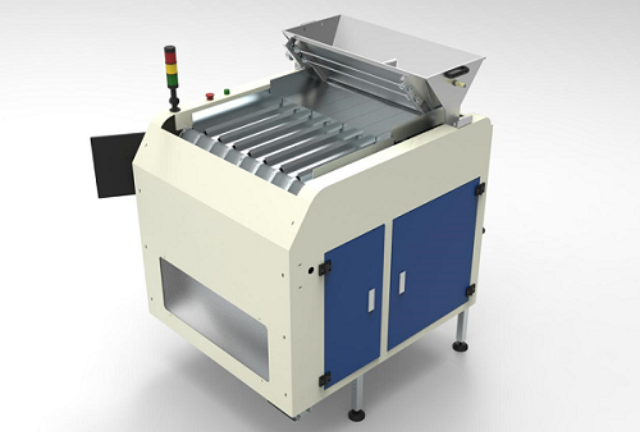
本机结构紧凑,采用非接触式计数方式,不损伤物料,可适配食品、医药等领域使用。崇明区视觉数粒机批发
CCD 传感器具有高灵敏度、低噪声的特点,能够获取高质量的图像,尤其适用于对细节要求极高的物料计数;而 CMOS 传感器则凭借其高速数据传输能力和较低的功耗,在一些对处理速度要求较高的场景中表现出色。除了摄像头,照明系统同样不可或缺。合适的照明能够突出物料的特征,增强图像的对比度,减少阴影和反光对计数准确性的影响。常见的照明方式包括背光源照明、前向照明、结构光照明等。例如,在对透明或半透明物料进行计数时,背光源照明可以清晰地勾勒出物料的轮廓,便于后续的图像处理;而对于表面反光较强的物料,采用结构光照明能够有效抑制反光,获取清晰的图像。崇明区视觉数粒机批发