国内外众多企业纷纷涉足视觉计数机的研发、生产和销售领域,形成了较为激烈的市场竞争态势。在技术研发方面,视觉计数机的图像采集速度、分辨率、处理算法的效率和准确性等关键指标不断取得突破。一些视觉计数机产品已经具备了亚微米级的成像精度和每秒数千帧的高速图像处理能力,能够满足大多数工业生产和科研领域的高精度、高速率计数需求。同时,视觉计数机的软件功能也日益丰富和完善,除了基本的计数功能外,还集成了数据管理、统计分析、故障诊断、远程监控等多种智能化功能,为用户提供了更加便捷、高效的使用体验。在市场应用方面,视觉计数机已经在电子、汽车、食品饮料、制药、纺织服装等行业得到了广泛的应用和推广,并取得了明显的经济效益和社会效益。越来越多的企业认识到视觉计数机在提高生产效率、降低成本、提升产品质量等方面的重要性,对其市场需求持续增长。据市场研究机构的数据显示,近年来全球视觉计数机市场规模呈现出稳步增长的趋势,年增长率保持在两位数以上。基于深度学习的视觉计数机可识别复杂背景下的物品,避免人工漏检或重复计数。便捷式视觉数粒机直销
随着工业自动化生产的发展,生产线的速度越来越快,对计数设备的计数速度也提出了更高的要求。视觉计数机能够在短时间内快速采集和处理大量的图像数据,实现高速的物体计数。现代高性能的视觉计数机每秒钟可以处理数百帧甚至数千帧的图像,能够满足每分钟数千个甚至上万个物体的计数需求,大幅度提高了生产效率,适应了大规模工业化生产的节奏。相比之下,人工计数的速度受到人体生理极限的限制,难以达到如此高的计数速度,而且长时间强高度的人工计数容易导致疲劳和错误,影响计数的准确性和效率。长宁区制造视觉数粒机视觉数粒机在化工行业实现粉末制粒后的快速统计。

一旦发现异常情况,如物料堵塞、相机故障、光源熄灭等,视觉数粒机的报警系统会立即发出警报,通知操作人员及时处理。这种智能检测与报警功能,使得生产过程中的问题能够在***时间被发现和解决,避免了因问题积累而导致的大规模生产中断和产品质量问题。操作人员可以根据报警信息快速定位故障点,采取相应的维修措施,大幅度缩短了设备停机时间,提高了生产效率。此外,视觉数粒机还可以记录生产过程中的相关数据,如计数数量、检测到的缺陷类型和数量、设备运行时间等,这些数据为企业进行生产数据分析和质量追溯提供了重要依据。通过对这些数据的深入分析,企业可以优化生产工艺、改进产品质量,实现生产过程的精细化管理。视觉数粒机的智能检测与报警系统,如同为生产过程配备了一位智能的 “监控卫士”,时刻守护着生产的安全与稳定,为企业的高效生产保驾护航。
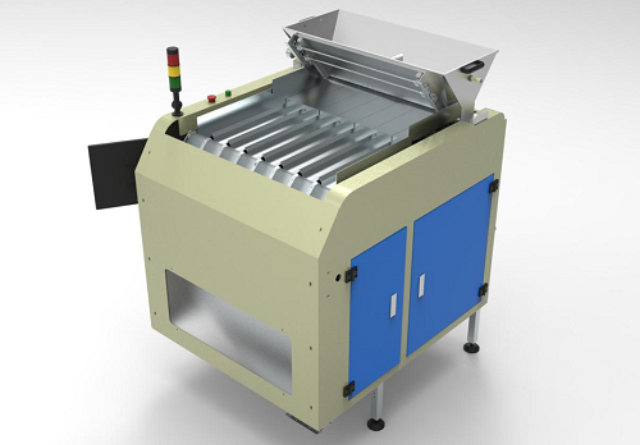
视觉数粒机由哪些部分组成?物料输送系统:包括振动盘、输送带等,负责将颗粒物料均匀输送至计数区域,确保物料稳定有序进入后续流程。图像采集系统:由高分辨率摄像头和照明系统构成。高分辨率摄像头用于实时拍摄物料图像,照明系统提供适宜光线,保证拍摄图像清晰,为后续图像处理与分析提供高质量素材。图像处理系统:重心是图像处理算法,对采集的物料图像进行分析、识别与计算,确定颗粒数量,是视觉数粒机实现精细计数的关键部分。控制系统:负责控制设备整体运行,包括参数设置、设备启停、数据传输等,协调各系统协同工作,保障设备稳定运行。输出系统:将计数结果传输给下游设备,如包装机等,或保存记录,方便生产数据统计与追溯。视觉数粒机可替代传统人工计数,大幅提升效率。

食品行业如何运用视觉数粒机提高生产效率?食品颗粒计数:在饼干、糖果、坚果等颗粒食品生产中,快速准确计数,确保每个包装食品数量一致,提高生产效率,减少人工计数时间与成本。如对 “大白兔奶糖” 计数包装,采用视觉数粒机后,精度提升,效率比较高可提高近 200%(从≤20 包 / 分提升至 60 包 / 分)。质量检测:依据颗粒形状、颜色、大小等多维信息识别和计数,检测食品质量与口感。如筛选出形状不规则、颜色异常的糖果或坚果,保证产品质量,提升消费者满意度。与包装环节协同:与食品包装机联动,实现计数、包装自动化,提高包装速度与准确性,减少物料浪费,增强食品企业市场竞争力。视觉数粒机支持自动化生产线集成,降低人力成本。多功能计数包装
自动化单通道数粒设备,全程视觉监控计数过程,运行稳定,可支持长时间连续作业。便捷式视觉数粒机直销
合适的光照条件能够突出物料的轮廓和特征,减少阴影和反光等干扰因素,使得摄像头拍摄到的图像更加清晰、易于后续处理。例如,在对透明的糖果或药片进行计数时,特殊的照明设计可以通过调整光线的角度和强度,清晰地勾勒出糖果或药片的边缘,避免因透明特性导致的视觉误差。在这一环节,摄像头和照明系统紧密协作,如同一个配合默契的摄影团队,在瞬间定格物料的精确形态,为后续的图像处理和计数工作提供了高质量的原始素材,就像为一场精彩的演出拍摄了一张张高清剧照。便捷式视觉数粒机直销