真空淬火工艺详解
作为真空热处理的关键是工艺,真空淬火主要应用于工具钢、模具钢等高硬度材料。工艺过程包括三个阶段:在10^-3Pa真空度下加热至奥氏体化温度(如H13钢为1020-1050℃),保温后通入高纯氮气或氩气进行强制冷却。关键控制参数包括升温速率(通常5-10℃/min)、淬火气体压力(0.6-2bar)和冷却速度(高达可达200℃/s)。某汽车模具企业采用真空淬火后,SKD61模具寿命从5万次提升至30万次,同时将热处理变形率降低70%。 粉末冶金制品的致密化也常借助真空热处理。佛山附近真空热处理多少天
真空退火工艺:真空退火是将金属材料加热到适当温度,保持一定时间后缓慢冷却。其主要作用是消除材料内部应力,提高塑性。例如在钛合金退火中应用较多,通过真空退火,可改善钛合金的加工性能,使其在后续加工过程中更易成型,同时提高材料的稳定性,减少在使用过程中的变形风险。
真空淬火工艺:将金属材料加热到临界温度以上,在真空环境中保温一定时间后迅速冷却,以获得高硬度和强度的组织。在模具钢真空淬火中广泛应用,经过真空淬火处理的模具钢,表面硬度大幅提高,耐磨性增强,能有效延长模具使用寿命,提高模具在生产过程中的精度保持能力。 佛山本地真空热处理共同合作真空热处理后的产品疲劳强度明显提高。

真空热处理的工艺参数优化需要系统考虑多方面因素。加热温度的选择需依据材料相变点,如 S390 高速钢的极好范围在 1180-1230℃;保温时间取决于工件有效厚度和合金元素扩散速率;冷却速率则需匹配材料的临界淬火速度,通过调整气体压力(如 0.4-0.8MPa)实现控制。实验数据表明,冷却压力从 0.6MPa 提高到 0.8MPa,可使 S390 钢的红硬性提升 3.1HRC,这为参数优化提供了量化依据。
真空热处理在磁性材料领域的应用展现出特殊价值。通过精确控制加热和冷却速率,可调控磁性材料的晶粒尺寸和磁畴结构,提升磁导率和矫顽力。真空环境避免了磁性元素的氧化损失,确保材料成分稳定性。卧式真空高压气淬炉的均匀加热特性,使批量生产的磁体性能偏差控制在 5% 以内,满足精密电机对磁性材料的一致性要求,推动磁电产品的性能升级。
真空热处理的关键原理基于真空环境对金属相变的特殊影响。在与大气压相差 0.1MPa 范围内的真空条件下,金属固态相变的热力学与动力学特性基本保持不变,因此常压下的相变数据仍可作为工艺制定参考。其关键作用机制包括:真空脱气提升材料物理力学性能;脱脂作用去除表面杂质;金属蒸发效应调控表面成分;表面净化实现无氧化加热。研究表明,工件经真空处理后畸变量只为盐浴加热淬火的三分之一,这是对精密零件制造具有决定性的意义。工艺过程中的真空度通常需要维持在1e-1到1e-3 mbar之间。

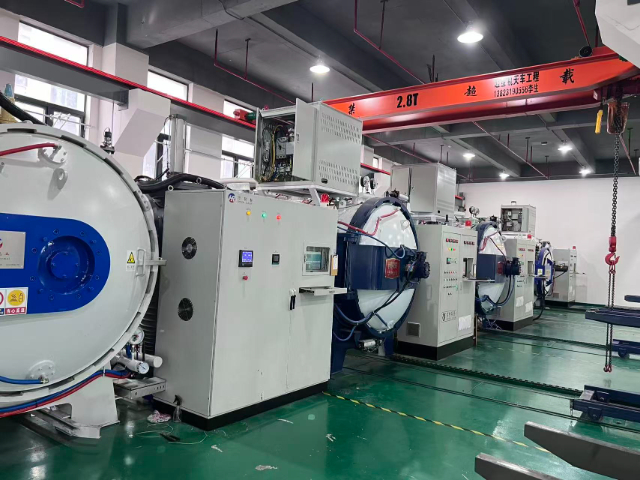
真空热处理的主要设备构成
典型的真空热处理系统由真空炉体、抽气系统、加热系统、冷却系统和控制系统五大部分组成。炉体通常采用双层水冷结构,内壁为不锈钢或镍基合金材质。抽气系统由机械泵、罗茨泵和扩散泵组成三级抽真空体系。加热系统多采用钼、石墨等耐高温材料制成的辐射加热器,高达工作温度可达2200℃。先进的设备还配备气体循环冷却装置和计算机控制系统,能实现工艺参数的精确记录与追溯。如果还有其他的问题,欢迎联系我们。 它也是3D打印金属件后处理的重要手段。无极真空热处理价格
该技术在兵器制造领域也有广泛应用。佛山附近真空热处理多少天
真空高压气冷等温淬火:对于形状复杂的大型工件(如风电齿轮箱壳体),传统连续冷却易产生应力集中导致开裂,真空高压气冷等温淬火提供了理想解决方案。该工艺在带对流加热的单室高压气淬炉中实施,通过精确控制冷却速度,使工件在贝氏体转变区(300 - 400℃)等温停留。实验数据显示:45 钢试样(Φ50mm)连续冷却至 200℃需 15 分钟,而控制冷却(先快冷至 370℃再保温)通过 370℃的时间为 27 分钟,心部与表面温差≤20℃,成功获得均匀的下贝氏体组织。某重型机械厂采用此工艺处理 CrNiMo 钢轧辊,淬火后硬度达 HRC38 - 42,变形量控制在 0.1mm/m 以内,解决了传统水淬导致的开裂问题。佛山附近真空热处理多少天
精臻热处理科技(惠州)有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,精臻热处理科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!